

7. Промышленные схемы производства разбавленной азотной кислоты
Современные методы производства разбавленной НNO3 (45–62 % мас.) делят на три основные группа:
I. Производство НNO3 при атмосферном давлении.
II. Производство НNO3 при повышенном давлении.
III. Производство НNO3 комбинированным методом (окисление NH3 при атмосферном давлении, переработка оксидов азота в НNO3 при повышенном давлении).
I. Работавшие ранее установки получения НNO3 при атмосферном давлении в настоящее время не эксплуатируются. Прочитать о них можно в книге Аторщенко В.И., Каргин С.И. «Технология азотной кислоты».– М.:Госхимиздат, 1962.– С. 220–236.
В этих схемах контактное окисление NH3 и абсорбция нитрозных газов проводятся при повышенном давлении.
III. Комбинированный метод производства азотной кислоты включает в себя схему каталитического окисления аммиака, работающую при атмосферном или небольшом избыточном давлении (до 0,42 МПа), и схему абсорбции с предварительным окислением NO при повышенном давлении (до 1,1 МПа). Следует отметить, что увеличение давления на 1-ой стадии приводит к потерям платины, а на 2-ой стадии (также как и на 1-й стадии) увеличивает энергозатраты на сжатие нитрозных газов.
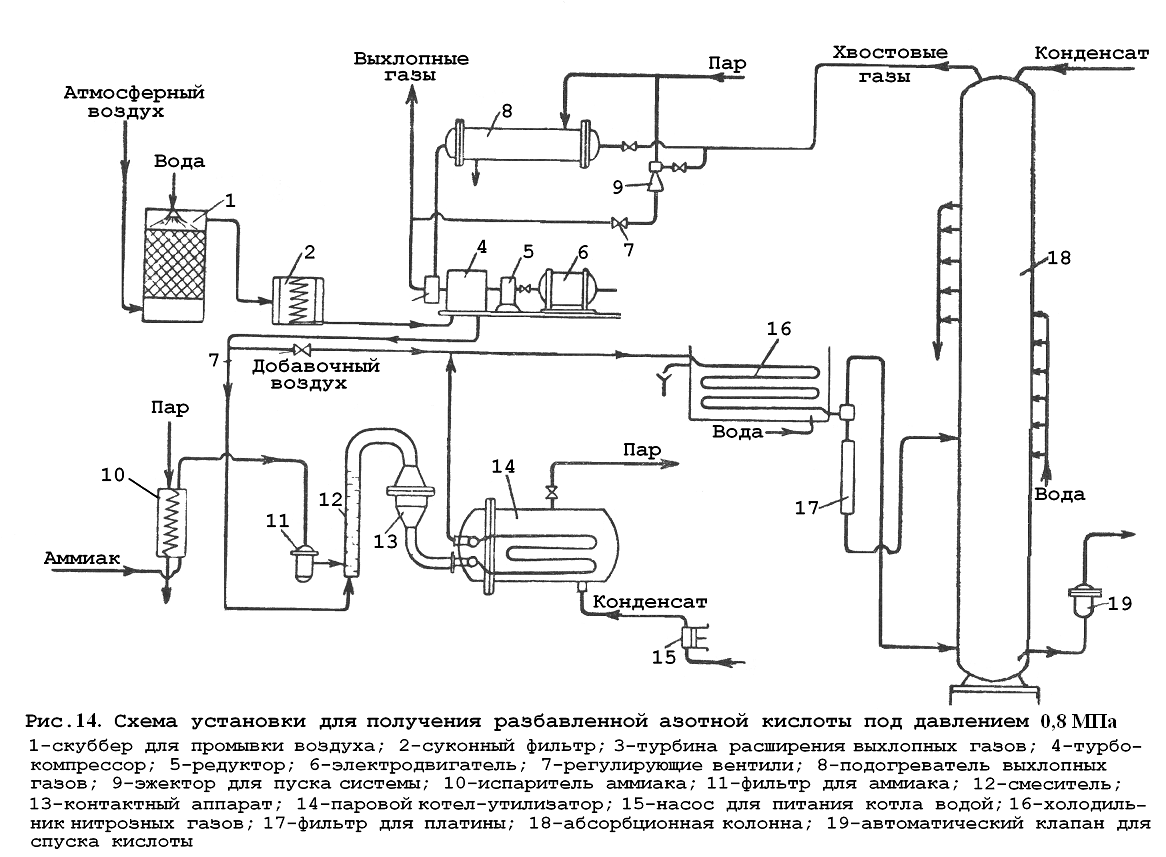
7.1. Схема, работающая под давлением 0,8–0,9 мПа
Схема, работающая под давлением 0,8–0,9 МПа, приведена на рис. 14.
Атмосферный воздух в скруббере 1 промывается водой или содовым раствором с целью удаления крупной пыли и частично примесей кислых газов. Далее он подвергается тонкой очистке на суконном фильтре 2 (фильтрующие материалы – шинельное сукно, асбестовое полотно, фильтровальный картон). Очищенный воздух сжимается в компрессоре 4 до давления 0,9 МПа, при этом температура его повышается до 110–120С.
Аммиак испаряется из жидкого в испарителе 10, очищается в фильтре 11 от следов масла и катализаторной пыли, подается на смешение с воздухом.
Газовая смесь, содержащая 10–12 % об. NH3, поступает в контактный аппарат 13, где на платиновом катализаторе, состоящем из 16–18 сеток, аммиак окисляется. При этом за счет большого количества выделившегося в результате реакций (1-3) тепла температура повышается до 900 С. Выделившееся тепло используют сначала в котле-утилизаторе 14 (образование пара с давлением 4 МПа в количестве 1,5 т на 1 т НNO3), здесь температура снижается до 400 С, затем газ охлаждается в холодильнике-конденсаторе 16 (до 40–50 С). При этом одновременно образуется НNO3 с концентрацией 53–56 % мас. в количестве до 50 % от общей выработки.
Для лучшей утилизации тепла в некоторых схемах устанавливают подогреватели воздуха, если сжатие его происходит не в турбо-, а в поршневых компрессорах (там температура воздуха повышается лишь до 40-50 С, что мало!).
Азотная кислота с концентрацией 53–56 % мас. из холодильника-конденсатора 16 вводится в среднюю часть абсорбционной колонны 18, в верхнюю часть подается конденсат. Поскольку в колонне протекают не только процессы абсорбции нитрозного газа, но и окисление NO, то в нижнюю часть колонны дополнительно вводится воздух в количестве ~ 20 % от основного объема. Нитрозные газы в колонне движутся снизу вверх, проходя ситчатые тарелки, противотоком стекающей кислоте, при этом содержание в них оксидов азота уменьшается. Концентрация же кислоты увеличивается от верхней тарелки к нижней.
Продукционную кислоту (58–60 % мас. НNO3), отводимую снизу колонны, продувают воздухом с целью выделения NОх (содержание ~ 2–4 % об.). В отдельной колонне их абсорбируют водой, в результате чего получается ~ 50 %-ная НNO3, которую смешивают с продукционной.
В верхней части колонны удаляются так называемые выхлопные газы, содержащие 0,15–0,2 % об. оксидов азота, в зависимости от нагрузки и времени года. Они подогреваются за счет тепла полученного пара в подогревателе 8 и тепла нитрозных газов после контактного аппарата 13 и поступают в рекуперационную турбину расширения 3, которая установлена на одном валу с турбокомпрессором. Так рекуперируется 20–40 % от энергии, затраченной на сжатие воздуха.
Средняя степень превращения оксидов азота в НNO3 на данных установках составляет 97–99 %.
Подобные схемы имеют один существенный недостаток: большой удельный расход электрической энергии. В связи с этим проводится поиск различных путей сокращения расхода электрической энергии путем рекуперации ее из сжатых выхлопных газов. Существуют схемы производства разбавленной азотной кислоты с рекуперацией электрической энергии, достигающей 60 %. В схеме отсутствует котел-утилизатор и все тепло идет на преобразование в электрическую энергию для привода турбокомпрессора.
К существенным недостаткам установок, работающих при повышенном давлении, следует отнести и увеличение потерь катализатора (Pt). Так при работе при 0,8–0,9 МПа, потери платины увеличиваются в 2,5–3 раза по сравнению с атмосферным давлением.
Экономический расчет показал, что выгоднее с этой точки зрения работать при более низких давлениях. В последние годы на ряде заводов применяются системы, работающие под давлением 0,35–0,40 МПа. За счет этого можно уменьшить потери платины (они составляют 150 % по сравнению с атмосферном давлением). Сказанное можно проиллюстрировать табл. 17.
Таблица 17