

Министерство образования и науки Российской Федерации. Федеральное агентство по образованию. Учреждение высшего профессионального образования. Санкт-Петербургский государственный политехнический университет.
Отчет по лабораторной работе №4, по дисциплине: «Режущие инструменты».
«Затачивание и контроль цилиндрических фрез»
Выполнил: Усачев А.А.; Группа: № 32712/2 (3511); Проверил: Правдик М.В.
г. Санкт-Петербург 2013 г.
Цель работы – практическое ознакомление с конструктивными параметрами цилиндрических фрез и геометрией режущих элементов, оборудованием и приспособлениями для затачивания зубьев цилиндрических фрез на универсально-заточном станке, ознакомление с оборудованием и методами измерения углов режущих зубьев цилиндрических фрез.
1. Основные размеры и геометрические параметры фрезы.
Цилиндрическая фреза состоит из рабочей части, снабженной зубьями с режущими кромками, и корпуса, в котором закрепляются зубья. Отверстие в корпусе служит для крепления на оправке, шпоночный паз в отверстии служит для передачи крутящегося момента через шпонку.
Конструктивными элементами режущей части цилиндрической фрезы (рис.1) являются передняя поверхность 1, задняя поверхность 2, спинка зуба (затылок) 3, ленточка (полоска вдоль режущей кромки) 5 шириной 0,03…0,08 мм, главная режущая кромка 4.
2. Углы фрезы.
К геометрическим параметрам цилиндрических фрез относятся передний и задний углы, а также угол наклона стружечных канавок.
Передний угол γ образуется плоскостью, касательной и передней поверхности зуба фрезы, и плоскостью, перпендикулярной к плоскости резания. Величины передних углов в сечении N-N (рис.1), перпендикулярно режущей кромке, выбираются в зависимости от обрабатываемого материала в пределах 10…20´.
Задний угол α находится между плоскостью, касательной к задней поверхности зуба фрезы и плоскостью, касательной к наружному цилиндру фрезы. Значения задний углов в плоскости, нормальной к оси фрезы, принимаются для фрез с мелкими зубьями 160, для фрез с крупными зубьями или вставными ножами -120.
Угол наклона канавок (зубьев) ω измеряется по наружной цилиндрической поверхности фрезы между осью фрезы и режущей кромкой или касательной к режущей кромке.
Величины углов наклона зубьев для нормальных фрез выбираются, в зависимости от типа фрезы, следующие:
- с мелким зубом ω=30…350;
- с крупным зубом ω=200;
- со вставными ножами одинарные ω=200;
- со вставными ножами составные ω=450.
Для установки цилиндрической фрезы при затачивании для контроля геометрии должны быть известны углы в торцевом сечении. Зависимости между углами в нормальном и торцевом сечениях определяют по формулам:
 ; (1)
; (1)
 (2)
(2)
Углы α и γ1 указаны на чертеже фрезы, угла αN и γ необходимы для затачивания фрезы.
3. Расчет нормального заднего и переднего углов.
Для определения значений передних и задних углов в нормальном сечении пользуются формулами (1), (2). Передний и задний углы зубьев должны быть выполнены с отклонением от номинальной величины не более 10.
Биение фрезы проверяют по режущим кромкам. Измеряют биение в направлении, перпендикулярном к режущим кромкам, с помощью индикатора, установленного на магнитной стойке. Величину биения определяют, как разность наибольшего и наименьшего показаний индикатора, которые получаются при полном повороте проверяемой фазы.
При контроле в качестве измерительной базы используют посадочное отверстие фрезы. Наиболее распространена установка проверяемой фрезы в центрах. Для этого насадная фреза
устанавливается на неподвижную оправку,
на которой проверяемая фреза может свободно поворачиваться.
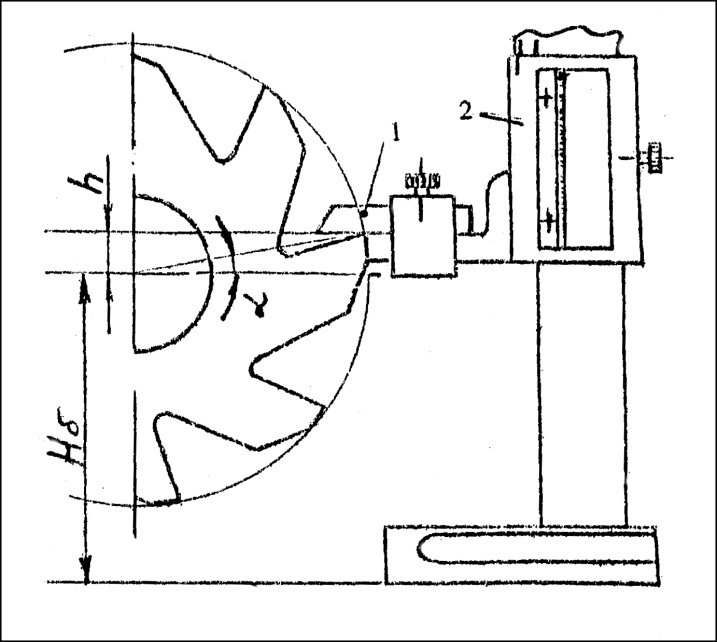
Рис.8. Измерение переднего угла
Радиальное биение зубьев цилиндрических фрез не должно превышать 0,05 мм для фрез диаметром до 75 мм и 0,06 мм для фрез диаметром свыше 75 мм.
Конусность рабочей части фрезы проверяется микро-метром или индикатором при установке фрезы в центрах. Разность наружных диаметров в разных сечениях на всей длине не должна превышать 0,02 мм при длине до 50 мм и 0,03 мм при длине более 50 мм.