

2.10. Устройства для наружной очистки поверхностей нагрева
Для наружной очистки поверхностей нагрева от летучей сажи и золы применяются обдувочные аппараты различной конструкции.
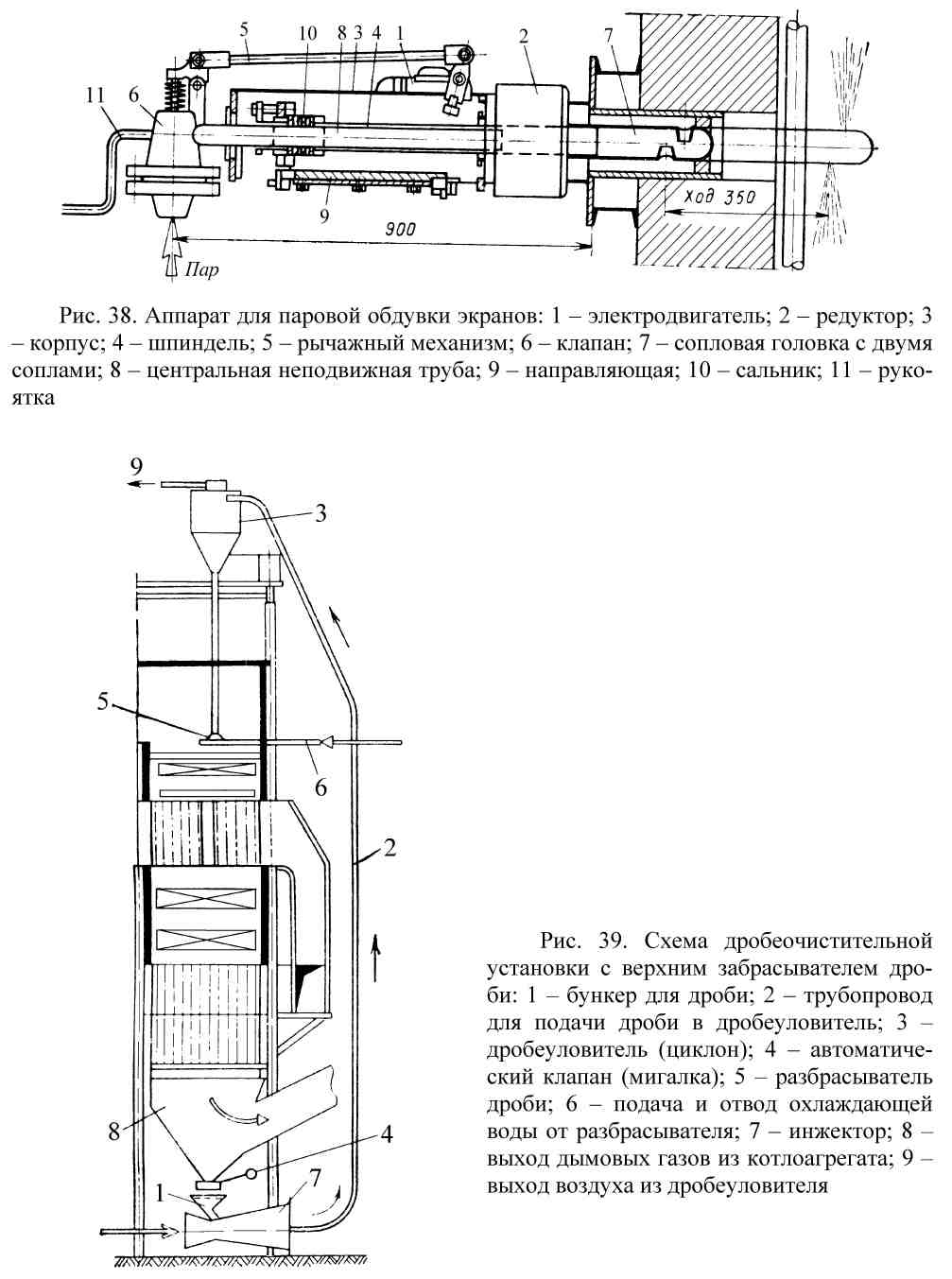
Очистка радиационных поверхностей нагрева и вертикальных трубных пакетов пы-леугольных котлоагрегатов производится перегретым паром (см. рис. 38) с давлением от 1,25 до 3,9 МПа (13–40 кгс/см2) и температурой 350 °С или сжатым воздухом с таким же давлением. Очистка перегретым паром, как более экономичная, применяется чаще.
Аппарат для паровой обдувки топочных экранов показан на рис. 38. Аппарат состоит из обдувочной трубы для подвода пара и механизма привода. Вначале обдувочной трубе сообщается поступательное движение. Когда сопловая головка двигается в топку, труба начинает вращаться. В это время открывается автоматически паровой клапан и пар поступает к двум диаметрально расположенным соплам. После окончания обдувки электродвигатель переключается на обратный ход и сопловая головка возвращается в исходное положение, что предохраняет ее от чрезмерного нагрева.
Для обдувки радиационных поверхностей нагрева применяют маловыдвижные обду-вочные аппараты с радиусом действия до 3 м. На каждой стене топочной камеры мощного котлоагрегата устанавливается несколько десятков обдувочных аппаратов. Поочередный пуск их в работу производится автоматически с пульта управления.
Для обдувки вертикальных трубных пакетов, расположенных по всей ширине газохода, применяются глубоковыдвижные обдувочные аппараты.
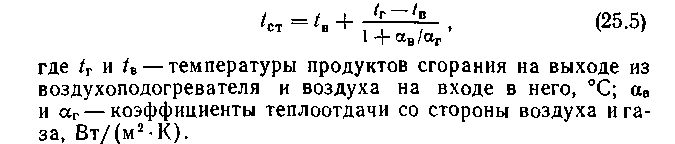
Очистку горизонтальных трубных пакетов и ВЗП в конвективной шахте обычно производят стальной дробью диаметром 3–7 мм, и ВЗП которую разбрасывают в верхней части вертикального газохода. Дробь, падая, увлекает за собой осевшую на трубах летучую золу и сажу. В нижней части газохода дробь собирается в бункер, а большая часть золы и сажи захватывается потоком дымовых газов и удаляется из котлоагрегата (рис. 39).
Паровой или воздушный инжектор, установленный внизу, создает поток, который поднимает по трубам дробь на верх котлоагрегата – в дробеуловитель, где дробь отделяется от воздуха или пара и снова направляется в газоход.
Очистка регенеративных воздухоподогревателей производится паровой обдувкой во время работы и обмывкой водой при остановах.
КОРРОЗИЯ МЕТАЛЛА ЭЛЕМЕНТОВ КОТЛА
В результате физико-химических процессов, возникающих при взаимодействии металла с омывающей его средой, может возникать процесс разрушения металла, который называют коррозией. Если коррозионный процесс сопровождается протеканием электрического тока, его называют электрохимической коррозией. Сущность электрохимической коррозии состоит в том, что при соприкосновении металла с электролитами создаются условия для возникновения на поверхности обратимых и необратимых электродов, разность потенциалов которых и обусловливает наличие коррозионного тока. Если процесс коррозии подчиняется законам химических гетерогенных реакций и при этом не возникает электрический ток, его называют химической коррозией. Для условий работы металла поверхностей нагрева при относительно высокой их температуре характерна электрохимическая коррозия.
ВЫСОКОТЕМПЕРАТУРНАЯ КОРРОЗИЯ НАРУЖНЫХ ПОВЕРХНОСТЕЙ НАГРЕВА
В результате воздействия продуктов сгорания высокой температуры на поверхности металла образуется оксидная пленка. При высокой температуре металла процесс образования окалины усиливается. Наиболее интенсивная высокотемпературная коррозия имеет место при наличии сернистых соединений в продуктах сгорания. В области высоких температур газов при соприкосновении газов с горячими поверхностями нагрева имеет место образование S03 из S02 при наличии локальных избытков кислорода. В частности, нагретый до высокой температуры металл пароперегревателя служит катализатором окисления S02 в S03 при этом наибольшую каталитическую активность имеет пленка окалины Fe203. Каталитическое воздействие на образование S03 оказывает также слой золы при температуре примерно 600 °С. При наличии оксидов серы в газах происходит соединение их со щелочными компонентами золы и образование сульфитов, которые разрушающе действуют на защитную пленку окалины.
Трубки выходных ступеней пароперегревателей наиболее подвержены газовой коррозии. Повреждение трубок пароперегревателей вызывается окислением S02 в S03 и образованием при этом сульфидных оксидов железа на поверхности труб, разрушающе действующих на защитную пленку окалины.
Наличие в золе топлива оксида ванадия V2O5 также усиливает газовую высокотемпературную коррозию вследствие растворяющего ее действия на защитные пленки окалины. В частности, в минеральных примесях мазута оксид ванадия достигает 70 % в пересчете на V205. Обычно ванадиевая высокотемпературная коррозия наблюдается на трубках пароперегревателя котлов высокого и сверхвысокого давления и на поверхности стальных неохлаждаемых деталей, находящихся в области высоких температур газов. Опасность ванадиевой коррозии может быть снижена путем увеличения скорости газового потока и мероприятиями по уменьшению отложения золы, защитой трубок, например, графитовыми покрытиями.
НИЗКОТЕМПЕРАТУРНАЯ КОРРОЗИЯ НАРУЖНЫХ ПОВЕРХНОСТЕЙ НАГРЕВА
Низкотемпературная коррозия возникает при конденсации на поверхности нагрева водяных паров и образовании жидкой пленки, являющейся электролитом. Конденсация водяных паров возникает при температуре поверхности нагрева ниже точки росы, которая определяется парциальным давлением водяных паров в продуктах сгорания, увеличивающимся с повышением влажности топлива и содержания в нем водорода. Например, точка росы в продуктах сгорания АШ равна 27—28°С, бурых углей 45—55 °С, мазута 44—45°С и природного газа 54—55°С. Наличие в продуктах сгорания S02 и S03 повышает температуру точки росы до 100—110°С.
Для особо сернистых топлив температура точки росы повышается до 150°С. При наличии водяных паров и сернистых соединений в продуктах сгорания образуется парообразная система Н20—H2S04.
Конденсация чистых водяных паров при температуре поверхности ниже точки росы при отсутствии содержания в газах сернистых соединений может вызывать кислородную коррозию в воздухоподогревателе, расположенном в области низких температур, и в результате привести к сквозному разъеданию труб и перетеканию воздуха в газовую среду. Наличие в газах сернистых соединений и конденсация на поверхностях нагрева жидкой пленки, содержащей H2S04, активизируют коррозию.
Наиболее активно низкотемпературная коррозия проявляется в воздухоподогревателях, в которых имеют место наиболее низкие температуры греющего и нагреваемого теплоносителей. Температура стенки трубы воздухоподогревателя, °С, исходя из баланса теплоты внутренней и внешней ее поверхности, определяется по формуле
Из выражения (25.5) следует, что tcт может быть получена выше температуры точки росы за счет увеличения температуры воздуха, поступающего в воздухоподогреватель, и уменьшения αВ Уменьшение αВ, которое возможно за счет снижения скорости воздуха, связано с увеличением необходимой площади поверхности нагрева, а при загрязнении внутренней поверхности труб уносом не повышает tCT и поэтому нецелесообразно. Широко применяемым методом предотвращения коррозии воздухоподогревателя является повышение температуры поступающего в него воздуха обычно путем рециркуляции горячего воздуха в воздухоподогревателе или предварительного подогрева воздуха в паровых или эл. подогревателях.
На рис. 25.4 показаны схемы повышения температуры поступающего в воздухоподогреватель воздуха путем ре-
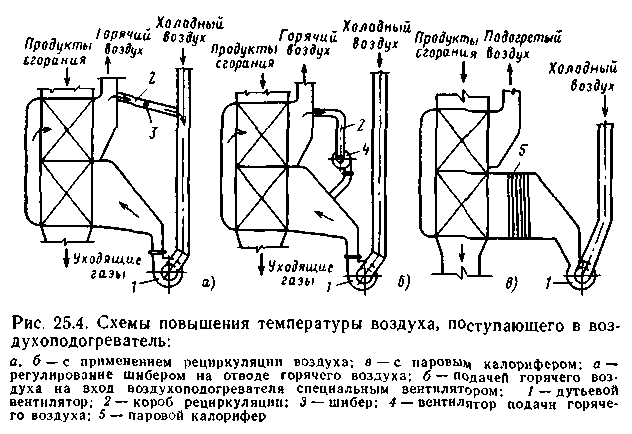
циркуляции горячего воздуха. Рециркуляция воздуха снижает температурный напор в воздухоподогревателе, повышает температуру уходящих газов и расход электроэнергии на дутье. При применении отдельного вентилятора для рециркуляции воздуха загрузка вентилятора остается неизменной и расход электроэнергии на рециркуляцию воздуха несколько уменьшается.
На рис. 25.4, в показана схема подогрева воздуха, поступающего в воздухоподогреватель в паровом подогревателе. Подогреватель устанавливается между напорной стороной дутьевого вентилятора и входной ступенью воздухоподогревателя. Он представляет собой трубчатый теплообменник, внутри труб которого проходит отработавший пар турбины при температуре около 120°С. Снаружи трубы омываются потоком воздуха. В этом случае расход электроэнергии на дутье меньше, чем при применении рециркуляции, а использование отработавшего пара на подогрев воздуха несколько повышает регенерацию и за счет этого экономичность электростанции. Паровой подогрев воздуха при пропуске постоянного количества пара через подогреватель обеспечивает более высокий подогрев воздуха при пусках и остановках котла, что уменьшает коррозию воздухоподогревателя и при этих режимах. В некоторых установках подогрев воздуха в паровых калориферах осуществляют за счет пара низкого давления, получаемого в газовых испарителях, установленных за котлом.
Для исключения низкотемпературной коррозии в первом ходе воздухоподогревателя возможно применение в нем эмалированных трубок или изготовление их из некорродирующих материалов. В котлах, работающих на сернистых мазутах, присадка доломита к мазуту, применяемая для предотвращения высокотемпературной коррозии, также снижает и низкотемпературную коррозию в экономайзерах и воздухоподогревателях.