

 Министерство
образования и науки Российской Федерации
Министерство
образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное учреждение
высшего профессионального образования
«Сибирский государственный технологический университет»
Факультет переработки природных соединений
Кафедра технологии и конструкционных материалов и машиностроения
Разработка технологического процесса
механической обработки крышки подшипника
Курсовая работа
Пояснительная записка
(ТКММ 00.00.00.079 КР)
Руководитель:
Ст. преподаватель
Садовников В.И.
(подпись)
(оценка, дата)
Разработал:
Студент группы 54-7
Поваров П.В.
(подпись)
(дата)
Красноярск 2013
1 Задание на курсовую работу
Тема: “Разработка технологического процесса механической обработки крышки подшипника”
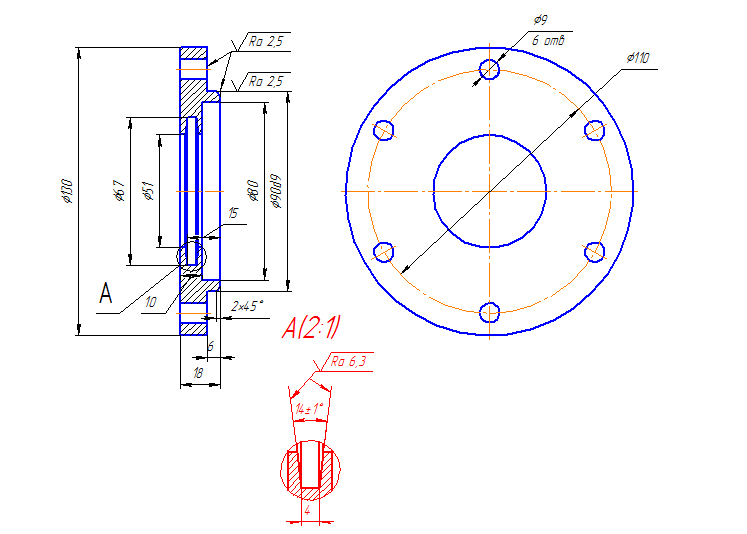
Рисунок 1 – Крышка подшипника
Таблица 1 - Исходные данные
Вариант |
d |
d1 |
D |
D1 |
D2 |
D3 |
D4 |
h |
H |
B |
l |
Количество деталей |
16 |
90d9 |
130 |
9 |
110 |
51 |
67 |
80 |
6 |
18 |
10 |
15 |
37 |
Технические условия:
Материал – сталь 20 гост 1050-88
Неуказанные предельные отклонения размеров отверстий – по h14, валов по h14, остальных
Содержание:
Y
2 Назначение и конструкция детали 4
2.1 Анализ технологичности конструкции детали 5
Технологический контроль чертежа 6
Технологический анализ конструкции 6
3 Выбор заготовки и обоснование 8
3.1 Расчет припусков на механическую обработку 8
3.2 Экономическое обоснование выбора заготовки 11
4 Базирование заготовки 12
5 Составление маршрута механической обработки детали 13
6 Характеристика технологического оборудования 16
7 Характеристика режущего инструмента 17
8 Расчет припусков расчётно-аналитичиским методом 20
9 Расчет режимов резания 24
10 Расчет технической нормы времени 40
Заключение 57
Список использованных источников 58
 Введение
Введение
Практика показывает, что гарантированное качество изготовления, обслуживания и капитального ремонта машин и аппаратов химического производств, бумагоделательного оборудования машин и механизмов лесозаготовительного оборудования, деревообрабатывающих станков, металлорежущих станков, тяговых лесозаготовительных машин в решающей мере зависит от точности, класса чистоты и микрорельефа рабочих поверхностей базисных деталей. Эти параметры выдерживаются в заданных пределах лишь при том условии, что разработка технологического процесса на механическую обработку детали удовлетворяла требованиям надёжности, долговечности, точности изготовления и сборочных работ, технологичности производственных процессов, а так же повышению единичной мощности.
2 Назначение и конструкция детали
Крышка подшипника – это тело вращения. Выполняет роль опоры при вращении вала и как кожух для подшипника, предохраняет от попадания из окружающей среды пыли и грязи.
Крышка подшипника изготавливается из сортового горячекатонного проката (круглого сечения) диаметром 135мм и общей длиной 24мм.
Таблица 1 - Химический состав стали 20 (ГОСТ 1050-88)
С,% |
Si,% |
Mn,% |
Ni,% |
S,% |
P,% |
Cr,% |
Cu,% |
As,% |
0,17-0,24 |
0,17-0,37 |
0,35-0,65 |
до 0,25 |
до 0,04 |
до 0,04 |
до 0,25 |
до 0,25 |
до 0,08 |
Таблица 2 - Механические свойства стали 20 (ГОСТ 1050-88)
не менее |
Ψ, % |
НВ (не более) |
||||
σТ,
|
σВ,
|
δ, % |
горяче-катанная |
|||
25 |
42 |
25 |
55 |
163 |
||


Заменители конструкционной стали 20 могут быть стали 3 и 5.
Определение жесткости детали
где L – длина детали, мм
D – максимальный деаметр детали, мм
2
Следовательно базирование происходит по двум опорам, т.к. иначе произойдет не соблюдение жесткого закрепления.