

2.2 Технологічний процес дефектування шатуна автомобіля ваз-2108
Основні дефекти шатунів (рис. 2.1 ): вигин і скручування стрижня, знос отворів нижньої головки шатуна, отвори під втулку і самої втулки верхньої головки шатуна, знос і зминання площин роз'єму торців площин під болти в нижній головці шатуна. Шатуни погнуті і скручені більш допустимої за технічними умовами ( ∆виг = 0,020 мм на довжині 100 мм) піддаються виправленню на пристосуваннях. Шатуни вибраковуються при аварійних вигинах, обломах і тріщинах.
1 - вигин або скручування ; 2 - знос отвору в нижній головці ; 3 - знос отвору під втулку у верхній голівці ; 4 - знос отвору у втулці верхньої головки; 5 – зменшення відстані між осями верхньої та нижньої головок.
Рис.2.1 Основні дефекти шатуна
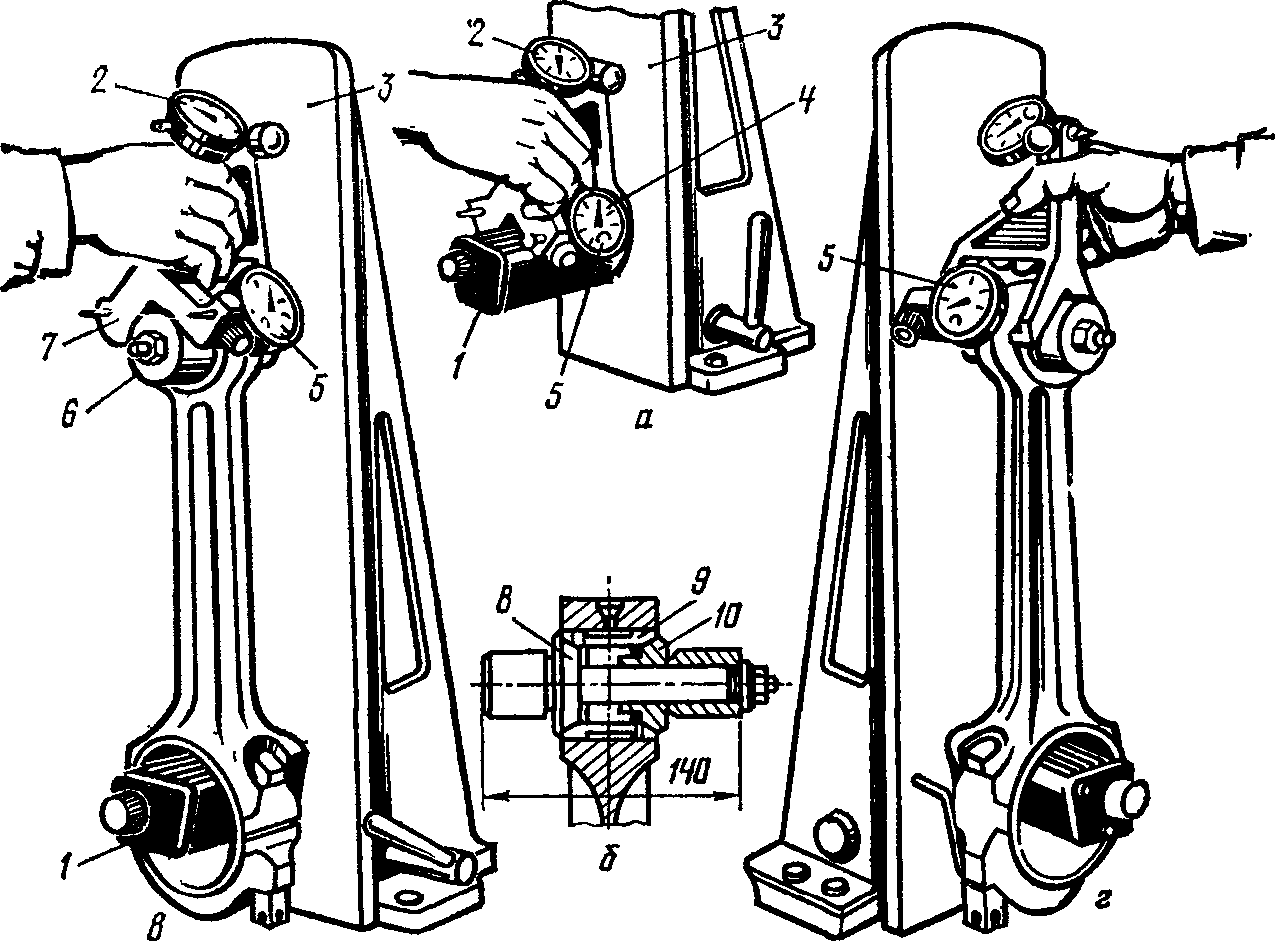
а - установка індикаторів ; б - установка розтискної оправки ; в - перевірка шатуна на вигин ; г - перевірка шатуна на скрученість ; 1 оправка ; 2 і 5 - індикатори; 3 - плита; 4 - упор ; 6 - Розтискні оправки ; 7 - призма ; 8 і 10 - конуса оправки ; 9 – Розтискна втулка оправки.
Рис.2.2 Пристрій для перевірки шатуна на скрученість і вигин КИ-724
Призму 7 з індикаторами годинникового типу встановлюють на оправку 1 (рис.2.2 , а ) і пересувають її до зіткнення упору 4 призми з площиною плити 3 пристосування. У цьому положенні переміщують індикатор 2 до отримання натягу на вимірювальному стержні в межах 1,0-1,5 обороту стрілки. Закріплюють індикатор і поєднують нульовий розподіл шкали зі стрілкою. Повертають призму на 180 ° і також встановлюють індикатор 5. В отвір верхньої головки шатуна з випресованою втулкою вставляють розтискні втулку 9 (рис.2.2, б) і закріплюють її конусами 8 і 10. Шатун ставлять на оправку 1 (рис.2.2, в) , переміщують його до упору оправки 7 в плиту 3 і закріплюють на оправці. Призму ставлять на оправку 6 і при зіткненні її упорів з плитою 3 по черзі по відхиленню стрілки від нульового положення індикатора 2 визначають вигин шатуна, а по відхиленню стрілки індикатора 5 (рис.2.2, г) — скрученість.
2.3 Характеристика дефектів деталі та складання маршрутів відновлення
При дефектації та сортуванні деталей керуються технічними умовами, які існують у посібниках з капітального ремонту автомобіля.
Технічні умови на дефектування і способи визначення дефектів шатуна двигуна ВАЗ-2108 представлені в таблиці 1.
Таблиця 1
Дефекти шатуна ВАЗ-2108 та способи їх усунення
№ п/п |
Можливі дефекти |
Спосіб дефектування і вимірювальний інструмент |
Розмір, мм |
Висновок |
||
Номінальний |
Допустимий без ремонту |
Допустимо для ремонту |
||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
1 |
Зменшення відстані між центрами верхньої і нижньої головок |
Штангенциркуль ЩЦ-И-160-0,05 (ГОСТ 166-89) |
114+0,05 |
113,5 |
— |
Вибраковувати при розмірі менше 113,5 мм |
2 |
Згин і скручування |
Непаралельність осей отворів верхньої і нижньої головок і відхилення від розташування їх в одній площині 0,04 мм на довжині 100 мм. |
Правити. Вибраковувати при розмірах, які більші допустимих |
|||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
3 |
Знос отвору верхньої головки |
Індикаторний нутромір НИ 18-50 (ГОСТ 868-82) |
21,940 |
— |
21,950 |
Розвернути до розміру 21,960 мм |
4 |
Деформація отвору нижньої головки |
Індикаторний нутромір НИ 50-100 (ГОСТ 868-82) |
51,330 |
51,346 |
>51,346 |
Фрезерувати торці шатуна і кришки з подальшим розточуванням до номінального розміру. Осталення |
5 |
Тріщини шатуна |
Візуально |
— |
— |
— |
Вибраковувати |
У курсовому проекті розробка процесів відновлення деталей здійснюється по маршрутної технології, що сприяє раціональному використанню устаткування, економії енергоресурсів і виключенню зустрічних потоків переміщення деталей по виробничим ділянкам ремонтного підприємства.
Під маршрутної розуміється технологія, складена на комплекс дефектів, а маршрутом називається послідовність виконання технологічних операцій при найкоротшому переміщенні деталі по цехах і ділянках.
При розробці маршрутів відновлення деталей слід керуватися такими принципами:
• поєднання дефектів у кожному маршруті має бути дійсним і базуватися на результатах дослідження закономірностей появи дефектів даної деталі;
• маршрут повинен передбачати технологічну взаємозв'язок поєднанні дефектів зі способами відновлення;
• кількість маршрутів відновлення має бути мінімальним;
• відновлення деталей по маршрутної технології має бути економічно доцільним і враховувати технологічну необхідність і можливість відновлення окремих поверхонь.
Згідно карти дефектації під час капітального ремонту відновлюються лише отвориверхньої та нижньої головки і вигин шатуна. Тому маршрут відновлення деталі один.