

Министерство образования и науки Российской Федерации
ФГБОУ ВПО «Магнитогорский государственный технический университет
им. Г.И. Носова»
Кафедра обработки металлов давлением
Расчетно-графическая работа
по дисциплине «Технологические системы ОМД»
ОЦЕНКА ЭФФЕКТИВНОСТИ КАЛИБРОВКИ
Выполнил:
студент группы ТО-08 Попов А.О.
(подпись) (Ф.И.О.)
Проверил:
доцент, к.т.н. Кинзин Д.И.
(подпись) (Ф.И.О.)
Магнитогорск 2011 г.
Оглавление
Введение 3
Исходные данные 4
Расчет смещенных объемов 5
Расчет коэффициента эффективности 7
Расчет среднего контактного напряжения 8
Расчет работы деформации 10
Вывод 14
Список используемой литературы 15
Введение
Основой технологии сортопрокатного производства является деформация металла в валках с различными калибрами. Вопросы прокатки в калибрах составляют предмет отдельной дисциплины «Калибровка прокатных валков». В задачу калибровки входит определение формы и размеров калибров, которые растачивают на валках для получения различных прокатных изделий. От того, насколько правильно выбрана калибровка валков, зависят размеры и качество поверхности получаемого готового профиля, который должен отвечать требованиям технических условий и ГОСТ.
При разработке калибровки валков необходимо учитывать особенности деформации металла в калибрах, с тем чтобы избежать образования больших внутренних напряжений в прокатываемом металле и готовом профиле и обеспечить равномерный и минимальный износ калибров.
Калибровка должна удовлетворять требованиям механизации и автоматизации прокатного производства, способствовать улучшению условий труда, а также обеспечить высокую производительность прокатного стана при минимальном расходе энергии и равномерном распределении нагрузки по клетям.
Исходные данные
Параметры неравноосного калибра представлены в таблице 1. Размеры входящего сечения в неравноосный калибр и выходящего из равноосного обозначены на схеме калибровки (рисунок 1).
Таблица 1 – Исходные данные
Вариант |
B |
D |
h |
b |
мм |
||||
3 |
32,50 |
400 |
21,90 |
43,32 |
4 |
31,25 |
399 |
22,05 |
43,22 |
σT=150 МПа. Длина заготовки – 8 м. |
||||
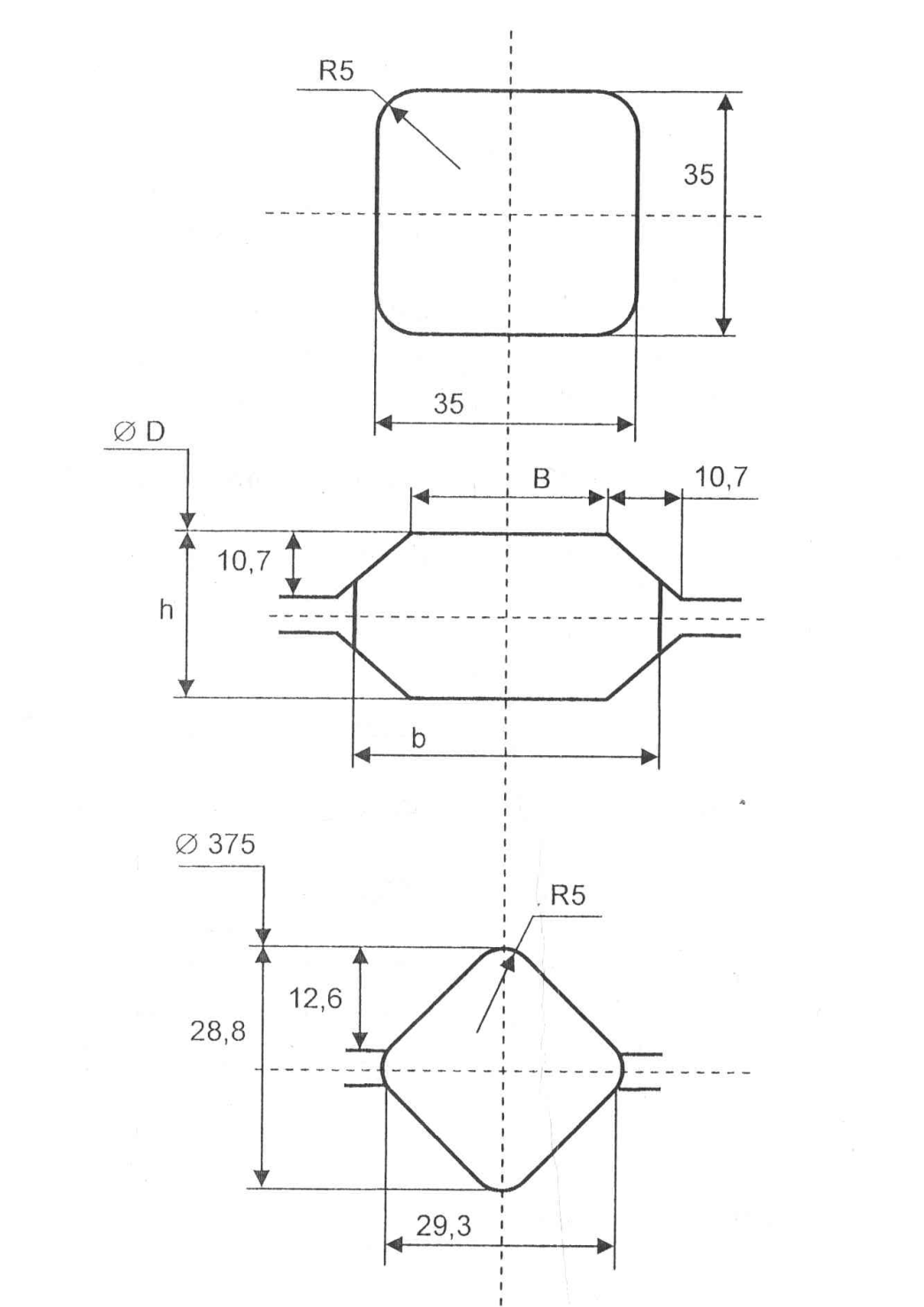
Рисунок 1 – Схема калибровки
Расчет смещенных объемов
Смещенные
объемы металла по высоте
 ,
ширине
,
ширине
 и длине
и длине
 будут
определяться по нижеприведенным
формулам:
будут
определяться по нижеприведенным
формулам:

где:
 -общий
деформируемый объем металла;
-общий
деформируемый объем металла;
 -площадь
входящего сечения;
-площадь
входящего сечения;
 -площадь
выходящего сечения;
-площадь
выходящего сечения;
 -площадь
области пересечения входящего и
выходящего сечений.
-площадь
области пересечения входящего и
выходящего сечений.
Площади указанных сечений определим графическим методом с помощью программы КОМПАС 3D – V12.
Для неравноосного калибра:
Для обоих вариантов площадь сечения исходной заготовки составит:

Общий объем деформируемого металла:

Площадь сечения на выходе из неравноосного калибра:
 -
для 3 варианта;
-
для 3 варианта;
 -
для 4 варианта.
-
для 4 варианта.
Площадь области пересечения входящего и выходящего сечений:
 -для
3 варианта;
-для
3 варианта;
 -для
4 варианта.
-для
4 варианта.
Смещенный объем металла по высоте :
 -для
3 варианта;
-для
3 варианта;
 -для
4 варианта.
-для
4 варианта.
Смещенный объем металла по ширине :
 -для
3 варианта;
-для
3 варианта;
 -для
4 варианта.
-для
4 варианта.
Смещенный объем металла по длине :
 -для
3 варианта;
-для
3 варианта;
 -для
4 варианта.
-для
4 варианта.
Для равноосного калибра:
Площадь входящего сечения:
 -для
3 варианта;
-для
3 варианта;
 -для
4 варианта;
-для
4 варианта;
Площадь сечения на выходе из равноосного калибра для обоих вариантов:
 -
для 3 варианта.
-
для 3 варианта.
Площадь области пересечения входящего и выходящего сечений:
 -для
3 варианта;
-для
3 варианта;
 -для
4 варианта.
-для
4 варианта.
Смещенный объем металла по высоте :
 -для
3 варианта;
-для
3 варианта;
 -для
4 варианта.
-для
4 варианта.
Смещенный объем металла по ширине :
 -для
3 варианта;
-для
3 варианта;
 -для
4 варианта.
-для
4 варианта.
Смещенный объем металла по длине :
 -для
3 варианта;
-для
3 варианта;
 -для
4 варианта.
-для
4 варианта.