

3.4. Расчёт величины тока шунтирования и общей силы тока во вторичной цепи.
Шунтирование тока проявляется в протекании части тока вне зоны сварки, например, через ранее сваренные точки. (рис. 5). при двухсторонней точечной сварке или через одну из деталей при односторонней сварке. Шунтирование в значительной мере нарушает симметрию электрического поля и может при малом расстоянии или шаге между точками привести к уменьшению плотности тока и размеров литого заряда.
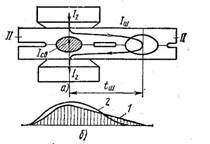
Рисунок 5 – Шунтирование тока при двухсторонней точечной сварке.
Значение тока шунтирования можно оценить по формуле:
![]()
где, rш – электрическое сопротивление зоны сварки и шунта;
![]()
где,![]() - удельное
электросопротивление свариваемого
материала при 0
оС (табл.2);
bпр
- приведенная с учётом растекания тока
ширина шунта; tш
- шаг между точками (табл. 1); Кэ ≈ 0,4.
- удельное
электросопротивление свариваемого
материала при 0
оС (табл.2);
bпр
- приведенная с учётом растекания тока
ширина шунта; tш
- шаг между точками (табл. 1); Кэ ≈ 0,4.
Общую силу тока I2 (рис 5.) во вторичной цепи можно оценить как
![]()
4. Расчет
1.Определяем продолжительность включения сварочного тока:
tсв=(0,1-0,3) δ = 0,2*3 = 0,6с.
2. Рассчитываем усилие на электродах:
Рсв=175∙ δ = 175∙3 =525кгс= 5250Н
3. Находим диаметр рабочей части электрода:
dэ = 2δ + 3= 2∙3+3=9 мм.
4. Определяем согласно (7) энергию, которая расходуется на нагрев металла до температуры плавления:
![]() 3,4
кДж.
3,4
кДж.
5. Находим согласно (8) ширину кольца Х2, окружающего литое ядро:
![]() =
0,536
см.
=
0,536
см.
6. Рассчитываем согласно (9) энергию, которая расходуется на нагрев металла, окружающего литое ядро:
![]() =0,92
кДж.
=0,92
кДж.
7. Определяем высоту Х3 условного цилиндра в электродиодах:
![]() см
см
8. Находим согласно (10) энергию, которая расходуется на нагрев электродов:

9. Рассчитываем согласно (6) общее количество теплоты, затрачиваемой на образование соединения.
Qээ = Q1 + Q2 + Q3 = 3,4 + 0,92 + 2,9 = 7,22 кДж.
10. Определяем согласно (11) электрическое сопротивление деталей к концу нагрева:
![]() мкОм
мкОм
11. Величина сварочного тока согласно (5):
![]()
12. Рассчитываем согласно (13) электрическое сопротивление зоны сварки и шунта:
![]()
13. Находим согласно (12) значение тока шунтирования:
![]()
14. Общая сила тока во вторичной цепи согласно (14) равна:
I2=Iсв+Iш= 19+3,6=22,6 кА.
Вывод: в ходе выполнения расчётно-графической работы я освоил методику расчёта параметров режима точечной контактной сварки изделий из листового материала. Для сварки деталей с толщиной листа δ=3мм, из материала ВТ6 шагом точек =60мм, медным электродом, необходимо:
●Сопротивление свариваемых деталей к концу нагрева:
![]() =24,4
мкОм,
=24,4
мкОм,
●Общие количество теплоты:
Qээ =7,22 кДж,
● сварочный ток Iсв и ток Iш шунтирования:
![]()
![]()
Литература
1. Фролов В.В. Теория сварочных процессов. – М.: Выс. Шк., 1988.-599с.
2. Орлов Б.Д. Технология и оборудование контактной сварки : учеб. для машиностроительных вузов / Б.Д.Орлов, А.А.Чакалев, Ю.В.Дмитриев и др. ;
под общ. ред. Б.Д.Орлова. – 2-е изд., перераб. и доп. – М.: Машиностроение, 1986.-352с.
3. Сварка в машиностроении: справочник: в 4-х т./ Г.А.Николаев и др.; под ред. Н.А.Ольшанского. – М.: Машиностроение, 1978.- Т.1.- 504с.