

8.1.4 Оборудование для других специальных методов уплотнения литейных форм
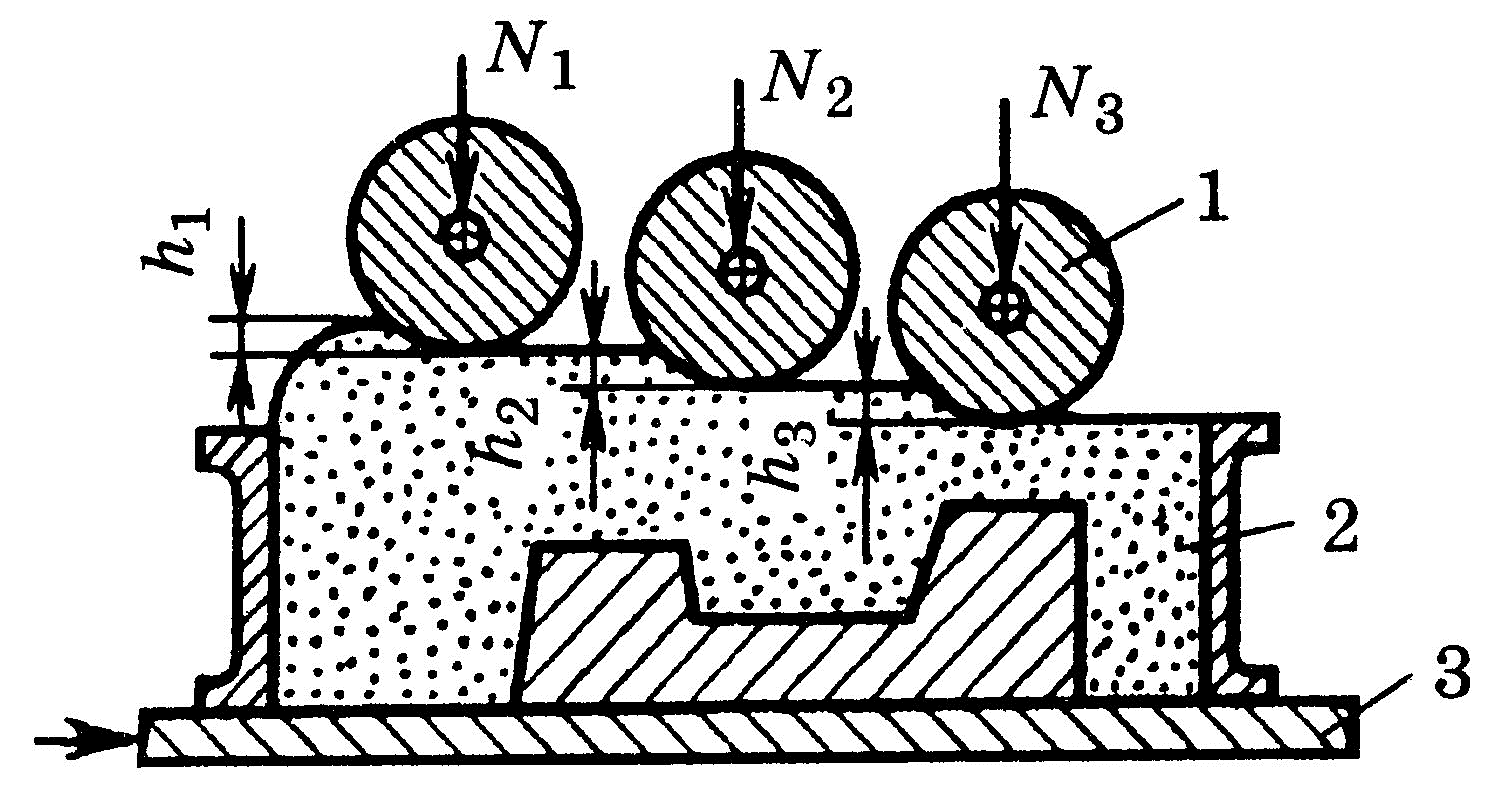
Рис.8-71 [5,c.164]
Схема прессования уплотнением формы роторной головкой:
1-прессующие валки; 2-опока; 3-подмодельная плита
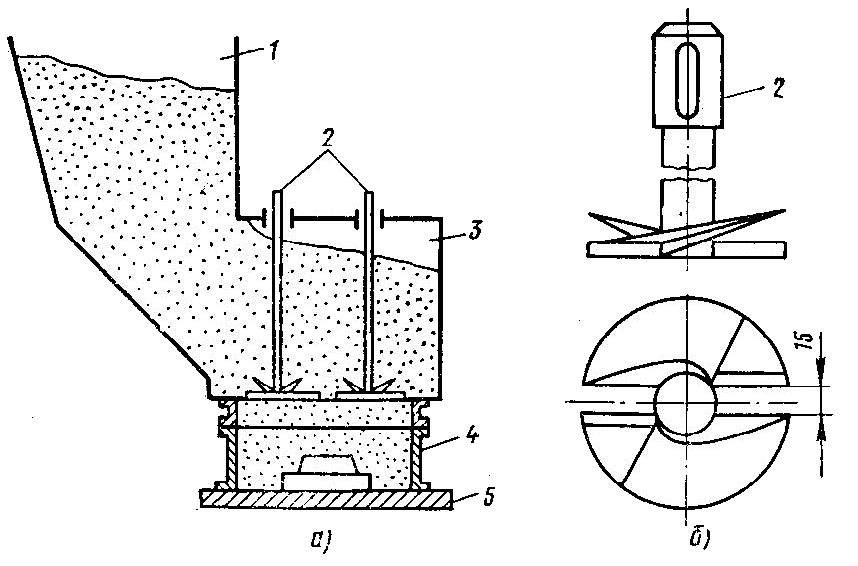
Рис.8-72 [11,c.141]

|
1-бункер;2,4-шиберные затворы;3-дозатор;5-подмодельная плита; 6-опока; 7-наполнительная рамка; 8-цилиндр прижима наполнительной рамки; 9-шахта
|
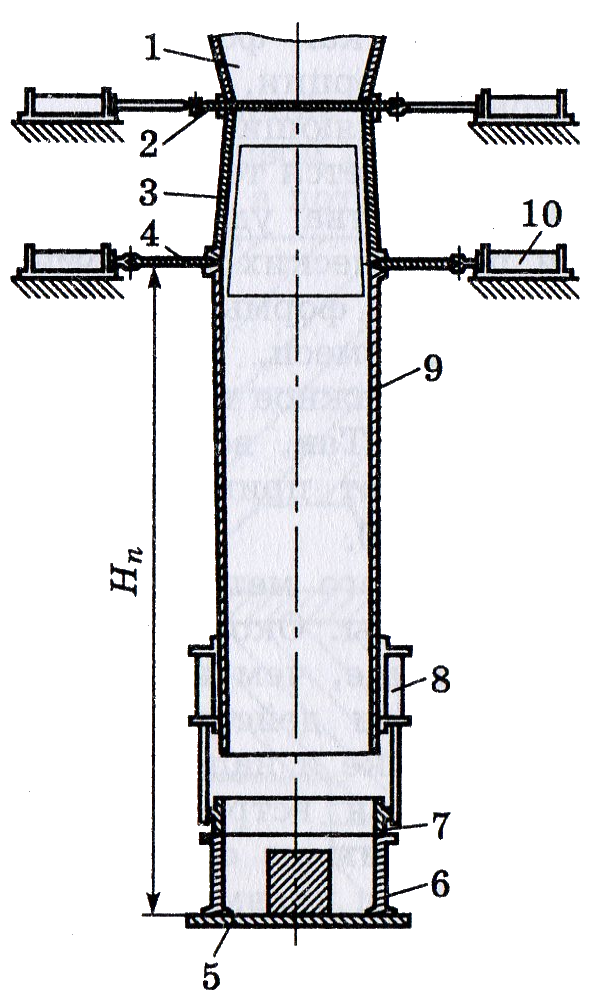
Рис.8-73 [5,c.168]

Рис.8-74 [5,c.174]
1-ресивер; 2-дозатор; 3-формовочная смесь; 4-ствол; 5-опока; 6-верхний торец ствола; 7-сетка; 8-воздушная коробка; 9-клапан
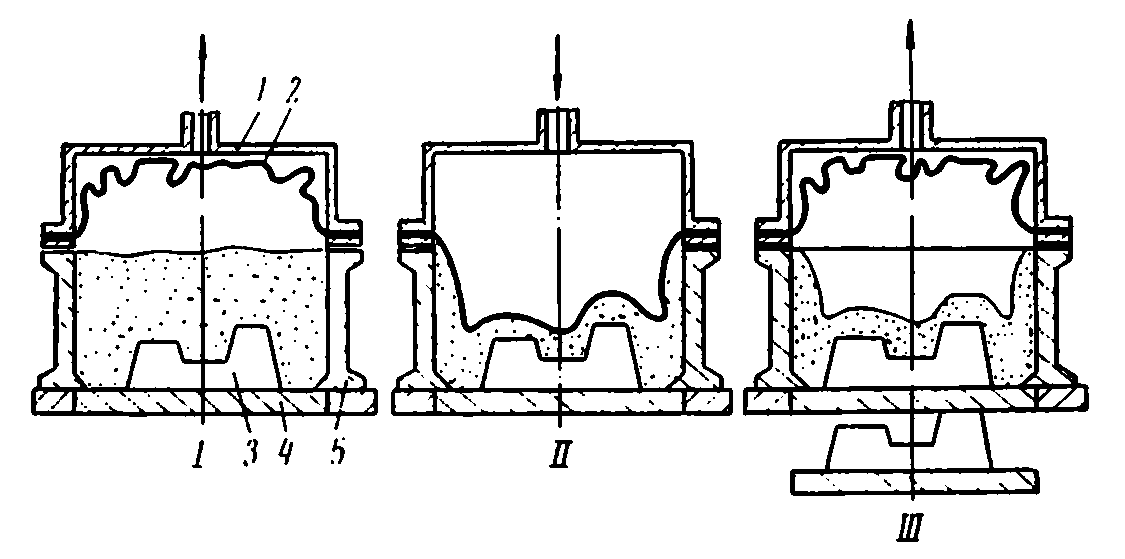
Рис.8-75 [2,c.128]

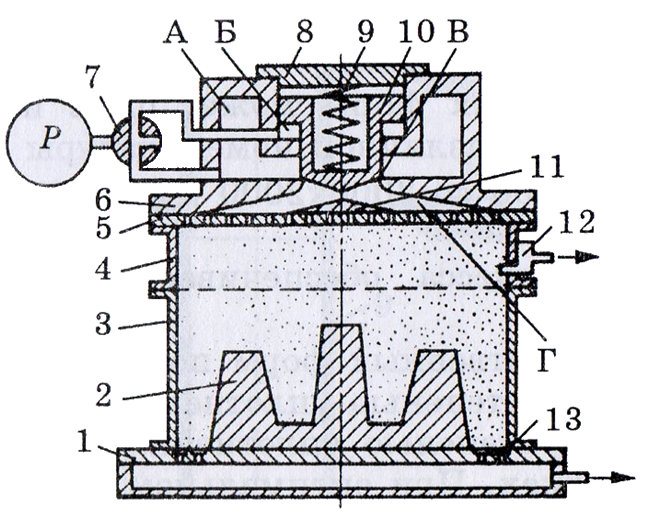
Рис.8-76 [5,c.170]

1-подмодельная плита; 2-модель; 3-опока; 4-наполнительная рамка; 5-рассекатель воздуха; 6-корпус; 7-распределитель давления; 8-крышка; 9-пружина; 10-клапан
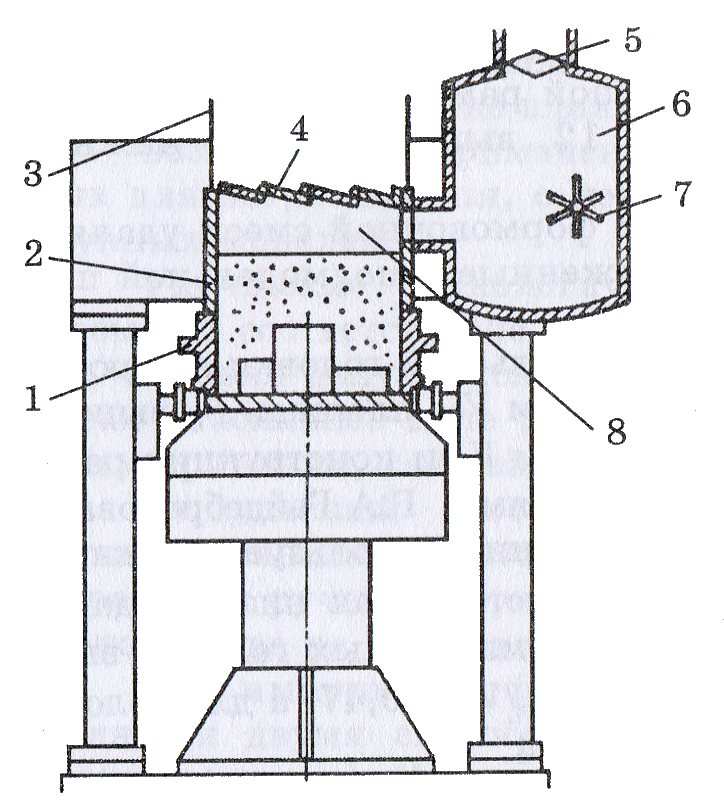
Рис.8-77 [5,c.172]

1-опока; 2-головка(наполнительная рамка); 3-бункер; 4-жалюзийный затвор; 5-клапан; 6-камера сгорания; 7-вентилятор; 8-основная камера
|
|
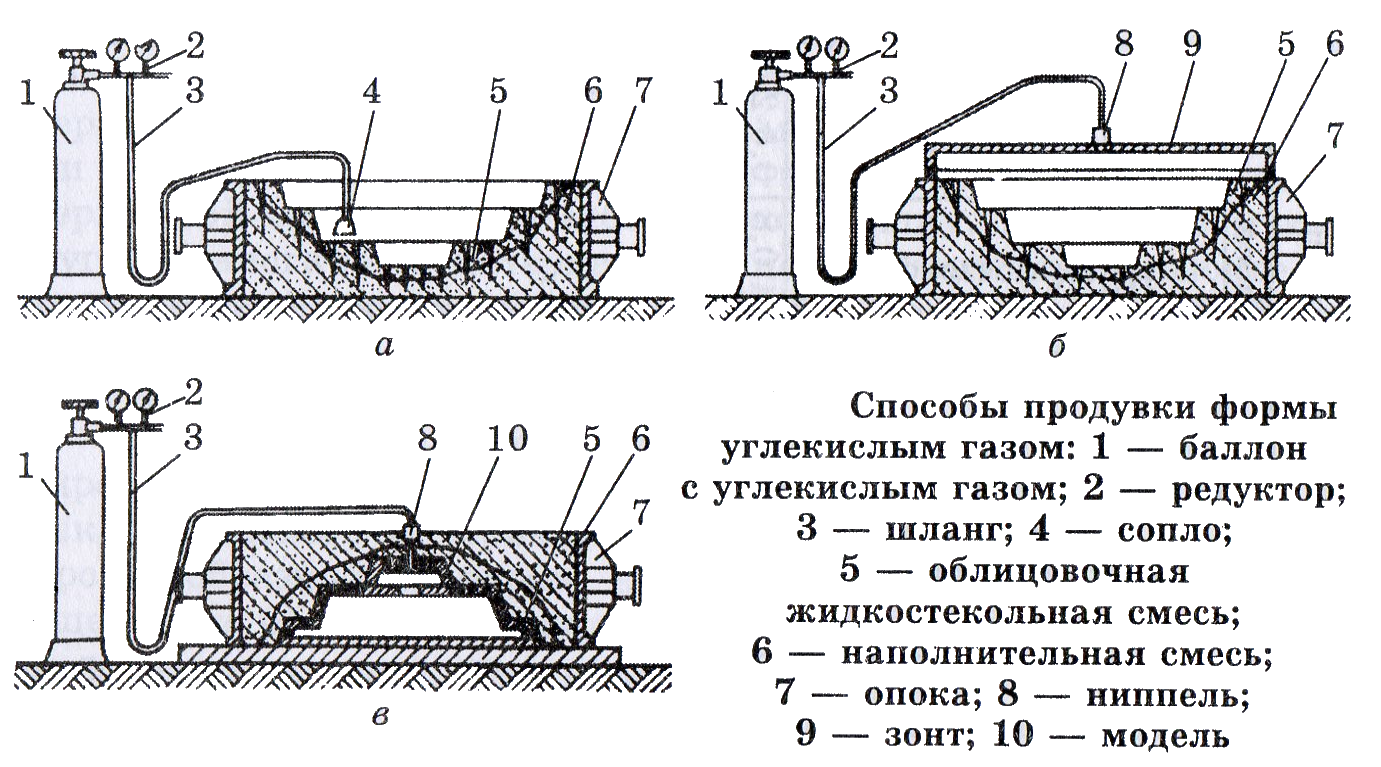
Рис.8-78 [5,c.278]
Изготовление форм из песчано-жидкостекольных смесей(псс) по со2 процессу
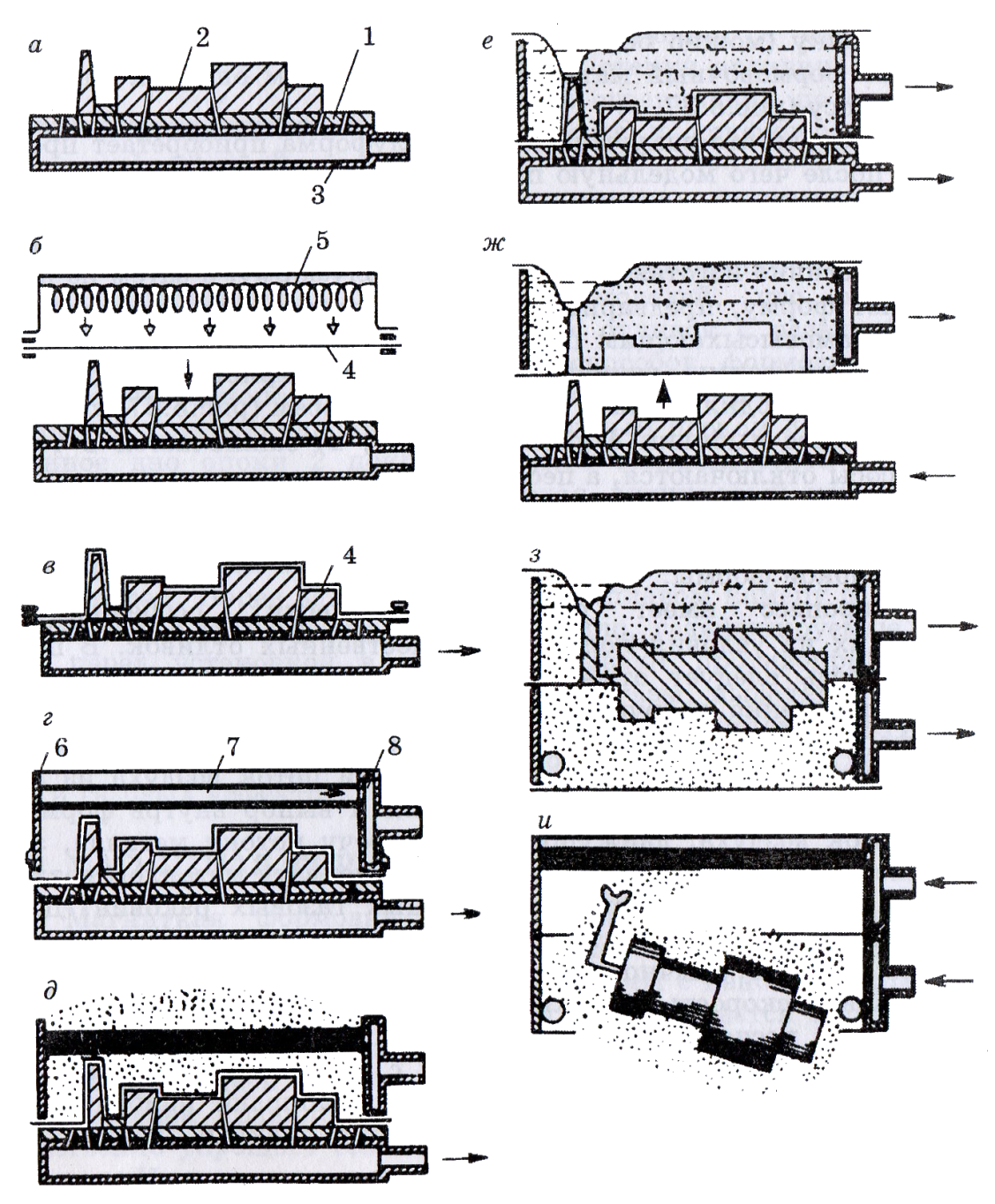
Рис.8-79 [5,c.191]
![]()
1-модельная плита; 2-модель 3-вакуумируемая камера;
4-синтетическая плёнка; 5-электронагреватель; 6-опока;
7-трубопровод; 8-коллектор устройства для вакуумирования

Рис.8-80 [5,c.193]
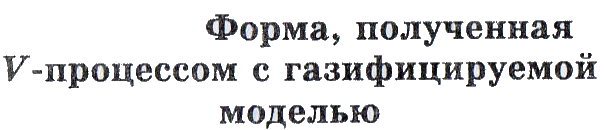
1-газифицируемая (пенополистироловая) модель;
2-опока с перфорированным дном;
3-формовочный песок;
4-газонепроницаемая плёнка;
5-камера;
6-трубопровод;
а-литниковый канал; б-отверстие для прибыли
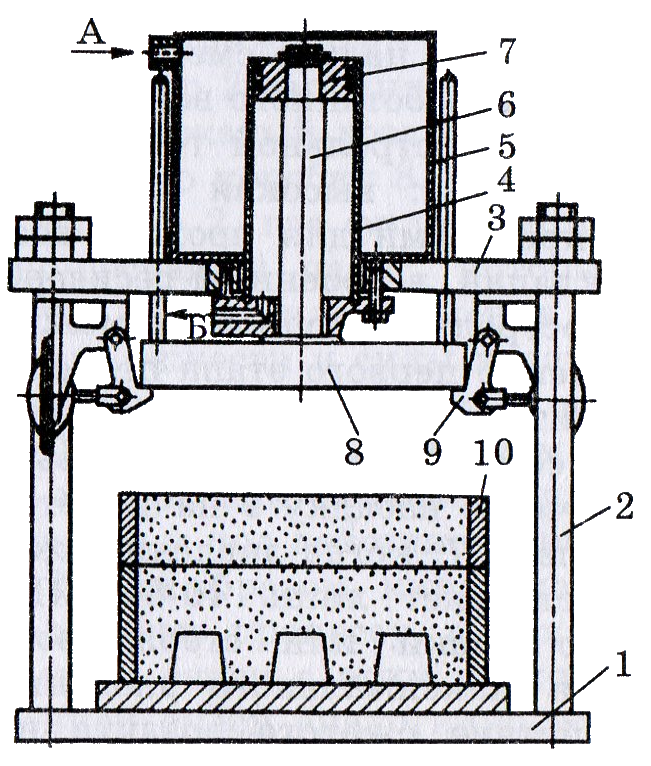
Рис.8-81 [5,c.176]
1-нижняя траверса; 2-колонны; 3-верхняя траверса; 4-рабочий цилиндр;5-ресивер; 6-шток; 7-пневмоцилиндр; 8-прессовая плита; 9-пневмозахваты; 10-наполнительная рамка

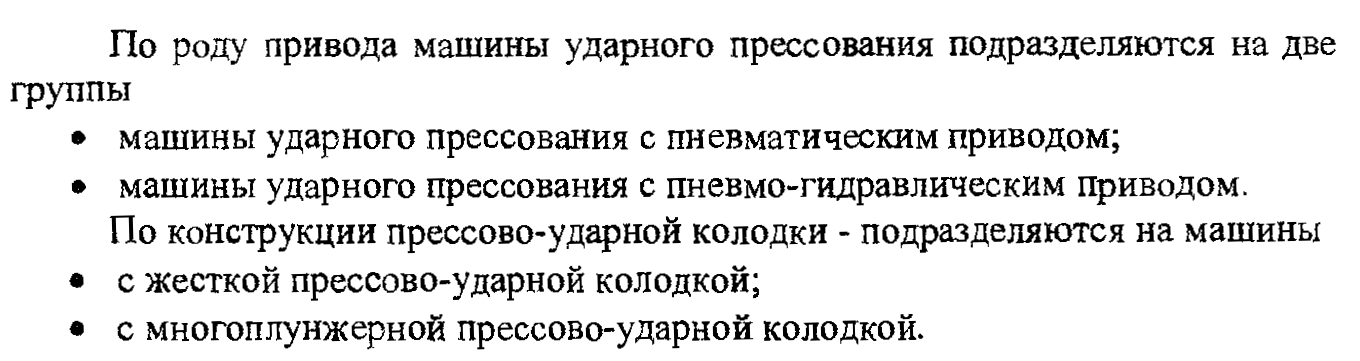
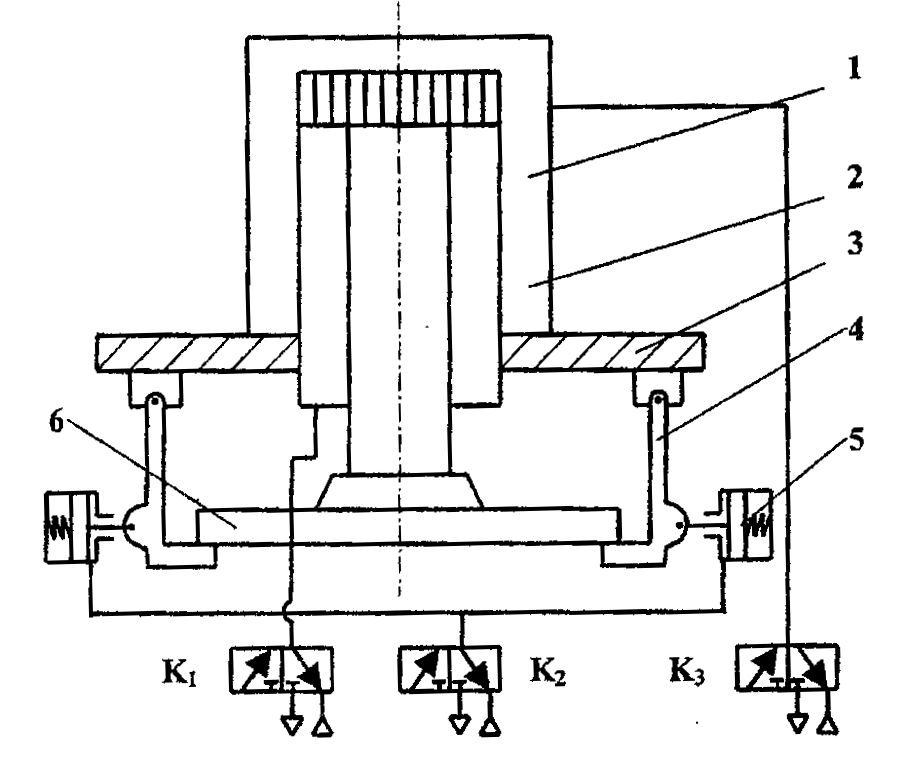
Рис.8-82 [9,c.199]

1-пневмоцилиндр; 2-ресивер; 3-верхняя траверса; 4-механический захват; 5-пневмопривод; 6-прессовая плита;
к1, к2, к3 - переключатели;

Рис.8-83 [9,c.201]
![]()
1-управляющий цилиндр; 2-; 3-уплотнительное кольцо; 4-поршень; 5-рабочий цилиндр; 6-ресивер; 7-основание ресивера; 8-ударная плита; 9-цилиндр мультипликатора; 10-поршень мультипликатора; 11-штоковая полость мультипликатора
Рис.8-84 [9,c.203]

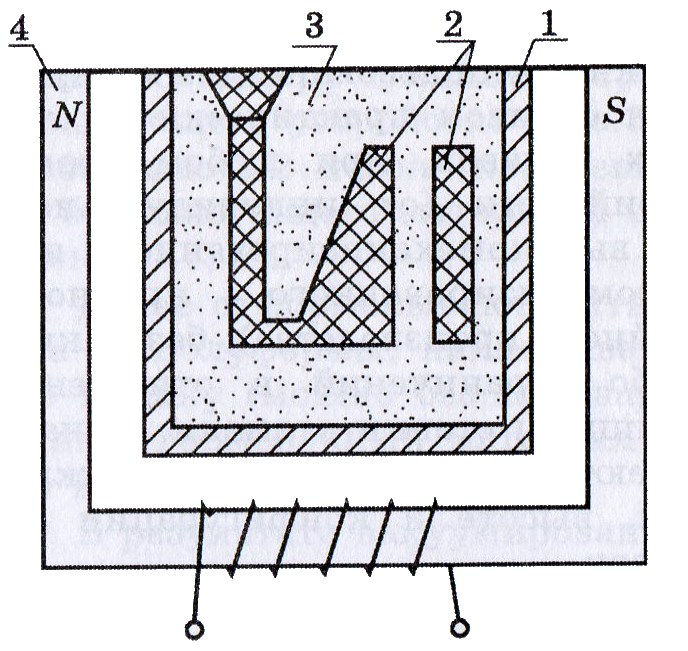
Рис.8-85 [5,c.194]
1-контейнер-опока; 2-модель из пенополистирола; 3-ферромагнитный формовочный материал; 4-электромагнит
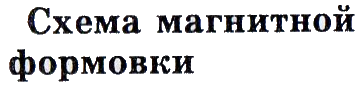
Рис.8-86 [11,c.142]
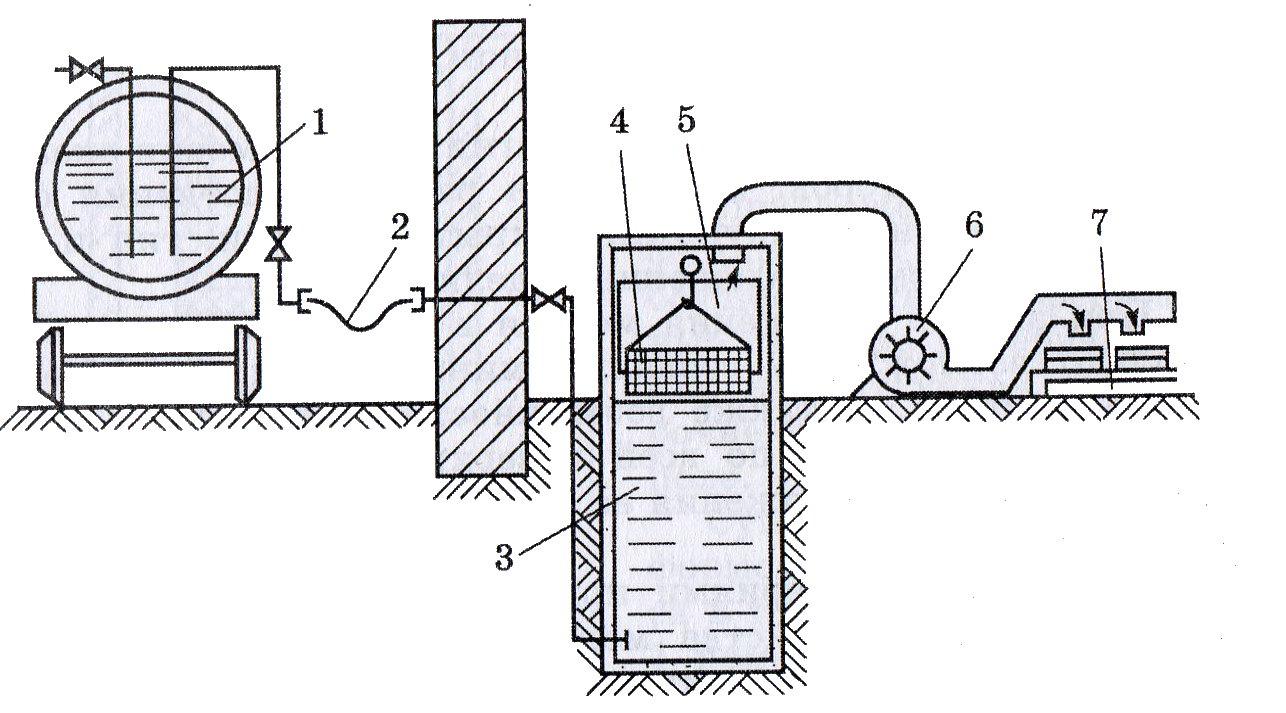
Рис.8-87 [5,c.196]
Схема оборудования для изготовления форм,снятых с модельных плит,замораживанием:
передвижная изотермическая ёмкость с жидким азотом; 2-металлорукав; 3-теплоизолированный бак; 4-форма; 5-загрузочное окно; 6-вентилятор; 7-стеллаж для собранных форм
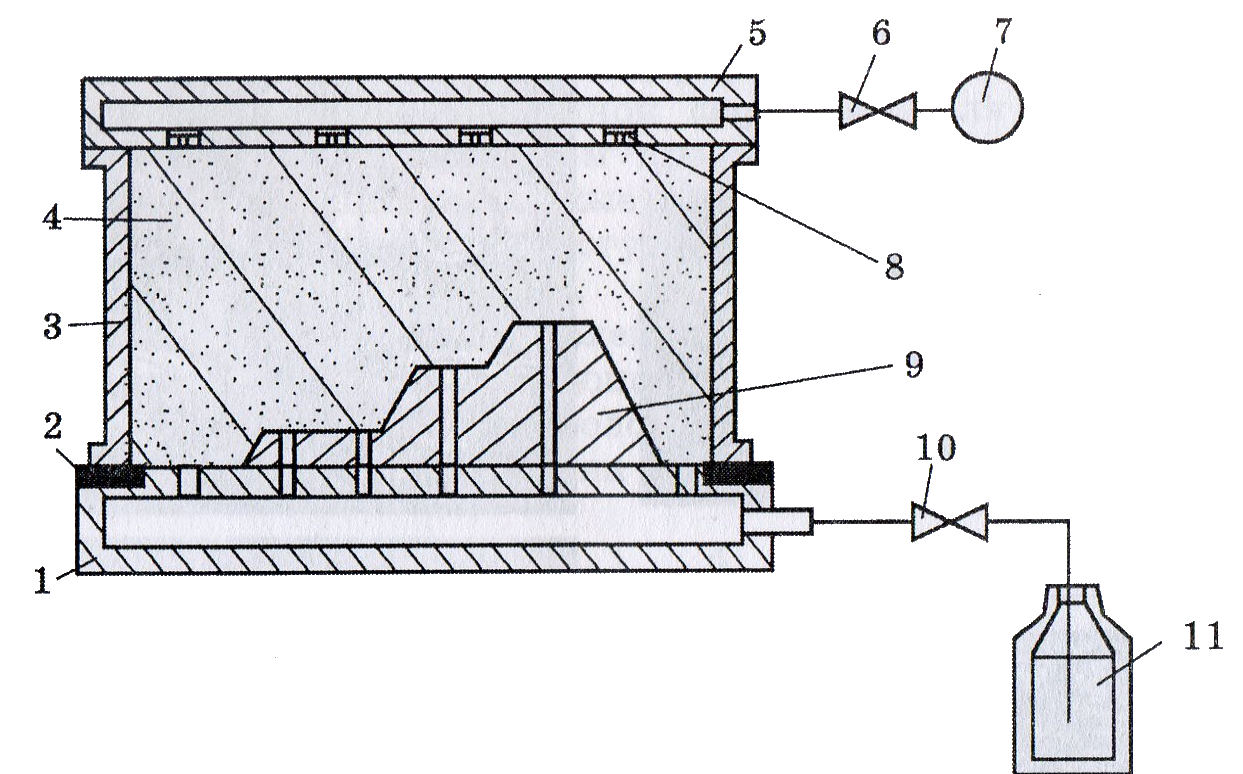
Рис.8-88 [5,c.197]
Схема изготовления форм, не снимая их с модельной плиты, замораживанием:
1-пустотелая термоизоляционная подмодельная плита с вертикальными каналами; 2-пркладки; 3-опока; 4-увлажнённая песчаная масса; 5-коллектор; 6,10-вентили; 7-вакуумный насос; 8-венты; 9-модель с каналами