

Основы организации производственных процессов во времени.
Время производства (длительность производственного цикла) – это календарный период, в течении которого происходит превращение предметов труда в готовый продукт под воздействием трудовых и естественных процессов.

Виды движений партий предметов труда по операциям тех. Процесса.
Последовательный. При последовательном виде, партия деталей с одной операции на другую передается целиком. Каждая последующая операция начинается после завершения обработки последней детали партии на предыдущей операции. Каждая деталь, кроме первой и последней пролеживает на каждой операции дважды: перед началом обработки и после нее до окончания обработки последней детали.





Параллельный. При параллельном виде каждая деталь немедленно передается с одного рабочего места на другое, обработка ее по всем операциям осуществляется непрерывно и пролеживание деталей исключается. Так как в движении находится партия деталей, то каждая из них пролеживает или после обработки на последней операции или перед началом первой.




На всех операциях, продолжительность которых меньше главной возникают простои рабочих мест, величина которых определяется разницей в продолжительности главной и данной операции.


Параллельно-последовательный. При этом виде движения обработка партии деталей организуется так, что на каждой операции изготовление всех деталей партии осуществляется без перерывов. Обработка первой детали партии на последующей операции начинается раньше, чем будет закончена обработка последней детали на предыдущей. При этом возможны 3 вида сочетаний продолжительности смежных операций:
Продолжительность смежных операций одинакова: между ними организуется параллельная (синхронная) обработка деталей;
Продолжительность последующей операции меньше предыдущей: начало обработки первой детали на последующей операции устанавливается таким образом, чтобы к моменту окончания обработки последней детали партии на предыдущей операции и на последующей были обработаны все детали кроме последней;
Когда последующие операции продолжительней предыдущей: обработка деталей на последующей операции может быть начата сразу после обработки на предыдущей.
Лекция 4 (09.03.2013)
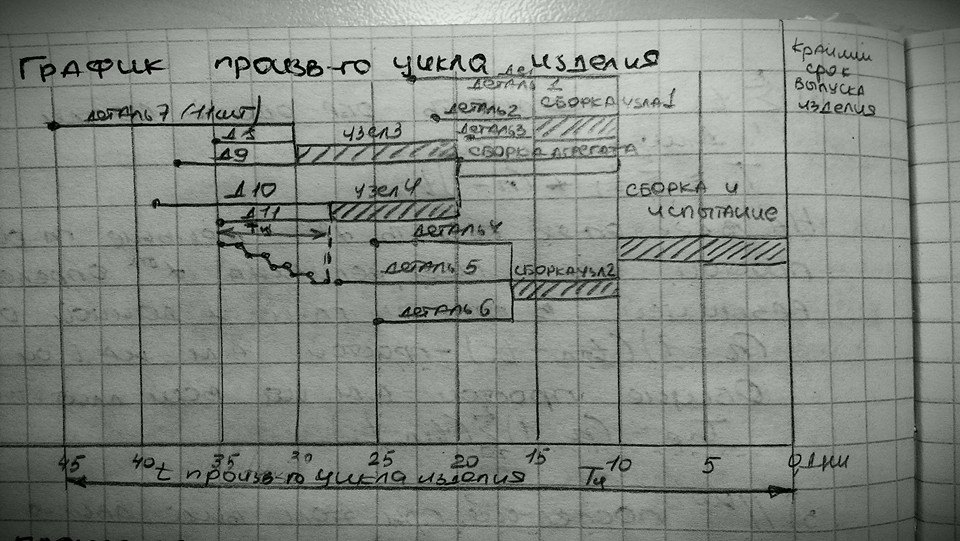
График производственного цикла изготовления изделия
Типы производства и их технико-экономическая характеристика.
Под типом производства следует понимать совокупность признаков, определяющих степень реализации основных принципов организации производственных процессов в пространстве и времени. В зависимости от масштаба выпуска продукции, количества различных наименований изделий выпускаемых одновременно или последовательно, устойчивости номенклатуры, производство подразделяют на:
Единичное;
Серийное;
Массовое.
Основным показателем типа производства того или иного типа предприятия является степень специализации рабочих мест на выполнение отдельных операций.
Коэффициент закрепления операций:

По степени специализации все рабочие места делятся на 3 группы:
Рабочие места, постоянно загруженные обработкой одной и той же детали на одной или нескольких единицах одинакового оборудования, выполняющих одну операцию (
 ),
такие рабочие места характерны для
массового производства;
),
такие рабочие места характерны для
массового производства;Рабочие места характерные для серийного производства, занятые выполнением нескольких закрепленных за ними детале-операций над деталями разного наименования.
Единичное производство – рабочие места на которых выполняют самые различные операции над разнообразными деталями, где на каждой единице оборудования выполняется большое число операций над большим числом деталей разных наименований (подразумевается промежуток времени 1 месяц).
|
|
массовое |
≤1 крупосерийное ( ≈1) |
серийное |
1< ≤40 среднесерийное(1..20); мелкосерийное (20..40) |
единичное |
>40 |

Лекция 5. (16.03.2013)
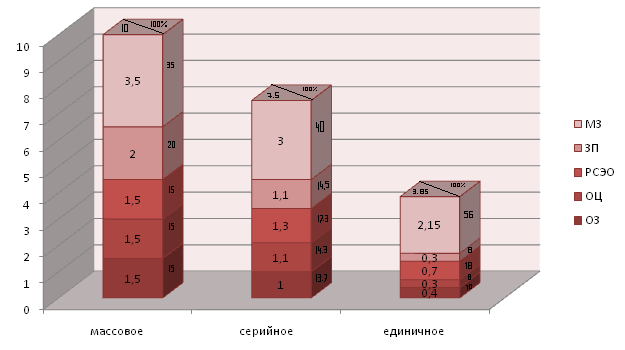
Изменение в структуре затрат при изменении типа производства.
|
Элемент затрат |
|
1 |
материальные затраты |
МЗ |
2 |
зарплата основных рабочих |
ЗП |
3 |
расходы на содержание и эксплуатацию оборудования:
|
РСЭО |
4 |
общецеховые расходы
|
ОЦ |
5 |
Общезаводские расходы
|
ОЗ |
|
тип производства |
единичное |
серийное |
массовое |
основные признаки |
устойчивость номенклатуры |
крайне неустойчивое |
относительно устойчивое |
устойчивость номенклатуры 8-10 лет |
разнообразие и повторяемость изделий |
большое разнообразие выпускаемых в малых количествах (1-100шт); неповторяемость или нерегулярная повторяемость изделия одного наименования |
небольшое разнообразие изделий выпускаемых в значительных количествах; одновременный выпуск нескольких наименований изделий или чередование выпуска изделий одного наименования через определенный период времени |
постоянно выпускаются изделия одного наименования; одновременно выпускается несколько модификаций изделий с незначительными отличительными параметрами |
|
масштаб выпуска (шт/год) |
единичными экземплярами или малыми партиями (2-10 шт) |
периодическими сериями в несколько десятков-сотен штук; чередующимися сериями более совершенных изделий одного наименования |
сотни тысяч штук в год, мелких изделий до миллиона |
|
примеры типов производства.. заводы… |
заводы крупные турбины и генераторы; тяжелое машиностроение, тяжелых станков, автоматических линий |
легкие и средние станки; транспортное машиностроение; самолетостроение; строительно-дорожных машин; тяжелые грузовые автомобили |
легковые а/м и легкие грузовые; средние и мелкие электродвигатели; по производству стандартных инструментов; по производству комплектующих элементов; товары народного потребления |
|
степень реализации принципов |
низкая (отсутствует специализация рабочих мест; применяется универсальное оборудование; низкая степень параллельности, непрерывности, прямоточности; вид движения предметов труда – последовательный) |
средняя (рабочие места специализированы на выполнение нескольких делате-операций; применяется специализированное оборудование; организуются предметно-замкнутые участки; средняя степень параллельности, непрерывности, прямоточности; вид движения труда – параллельно-последовательный) |
высокая (рабочие места специализированы на выполнение 1 определенной операции; производственная структура – предметная; широко применяется спец.оборудование и автоматические линии; высокая степень параллельности, непрерывности, прямоточности; вид движения предметов труда - параллельный) |
|
характер экономических показателей |
большая длительность технологического цикла; большой удельный вес ручного труда; наличие встречного и перекрестного движения предметов труда; высокая трудоемкость и себестоимость изделий; отношение затрат на зп к затратам на материала в диапазоне ЗП/МП=1/1…1/2 |
Тц – среднее; средняя трудоемкость и себестоимость; ЗП/МП=1/2…1/5 |
Тц – малая; низкая трудоемкость и себестоимость; ЗП/МП=1/5…1/10 |
|
Лекция 6 (23.03.2013)