

3.3. Нормирование шероховатости поверхности
3.3.1. Основные термины и определения
Шероховатость характеризует качество поверхности наряду с другими физико-механическими свойствами, такими как остаточное напряжение, наклеп и т.д.
Шероховатость – совокупность неровностей поверхности с относительно мелкими шагами в пределах базовой длины l.
Шероховатостью нормируются требования к поверхностным неровностям по профилям, получаемым в сечении рассматриваемой поверхности плоскостями, перпендикулярными этой поверхности.
В основу нормирования и оценки шероховатости поверхности положена система M (система средней линии профиля m-m).. Система М – система отсчета отклонений профиля, в которой в качестве базовой линии выбрана средняя линия профиля.
Для изложения данной темы необходимо ввести несколько терминов и определений.
Реальная поверхность – поверхность, ограничивающая тело и отделяющая его от окружающей среды.
Реальный профиль – профиль реальной поверхности в заданном сечении.
Номинальная поверхность – поверхность, заданная в технической документации без учета допускаемых отклонений
Номинальный профиль – профиль, получаемый при сечении номинальной поверхности плоскостью.
Базовая линия (поверхность) – линия (поверхность) заданной геометрической формы определенным образом проведенная относительно профиля (поверхность) и служащая для оценки геометрических параметров поверхности.
Базовая длина (l) – длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности и для количественного определения ее параметров.
Средняя линия профиля (m) – базовая линия, имеющая форму номинального профиля, и проведенная так, что в пределах базовой длины среднее квадратическое отклонение профиля до этой линии минимальные.
3.3.2. Показатели шероховатости
В соответствии с ГОСТ 2789 шероховатость поверхности характеризуют три группы показателей (рис.17): высотные, шаговые и показатели, связанные с формой неровностей профиля.
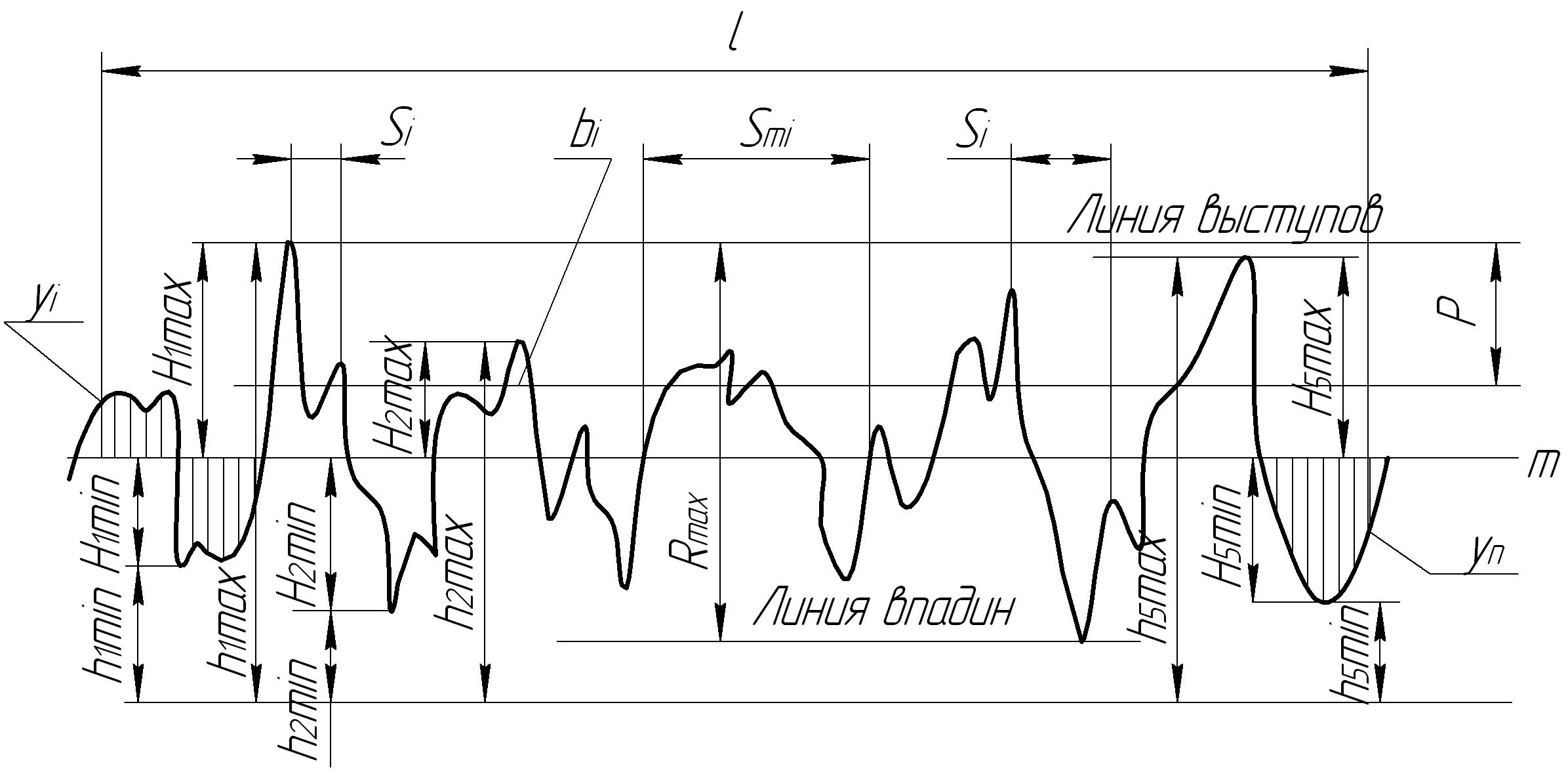
Рис.17. Параметры шероховатости поверхности
Высотные показатели
Rmax – наибольшая высота неровностей профиля, которая равна расстоянию между линией выступа и линией впадин. Этот показатель характеризует полную высоту профиля.
Линия выступов профиля – линия, эквидистантная средней линии, проходящая через высшую точку профиля в пределах базовой длины.
Линия впадин профиля – линия, эквидистантная средней линии, проходящая через низшую точку профиля в пределах базовой длины.
Ra – среднее арифметическое отклонение профиля (средняя высота всех неровностей). Параметр предпочтительный. Дает более полную оценку шероховатости, так как измеряется и суммируется расстояние большого числа точек реального профиля до средней линии:
Ra
=
![]() ,
,
где yi -отклонение профиля в системе М; это расстояние между любой точкой профиля и средней линией;
Rz – высота неровностей профиля по десяти точкам (средняя высота наибольших неровностей):
Rz
=
![]() ,
,
где Hi max – отклонения пяти наибольших максимумов профиля (высота вершин); Hi min – отклонения пяти наибольших минимумов профиля (высота впадин).
Шаговые показатели
Параметры Sm и S характеризуют взаимное расположение (расстояние) характерных точек неровностей – вершин (максимумов) профиля и точек пересечения профиля со средней линией (нулей профиля):
Sm – средний шаг неровностей профиля в пределах базовой длины:
Sm
=
![]() ,
,
где Sm - среднее значение шага неровностей профиля в пределах базовой длины.
S – средний шаг неровностей по вершинам (местных выступов профиля):
S
=
![]() ,
,
где n - число шагов в пределах базовой длины l;
Si - шаг неровностей профиля, равный длине отрезка средней линии, пересекающей профиль в трех соседних точках и ограниченной двумя крайними точками.
Показатели, связанные с формой неровностей профиля
ηр – опорная длина профиля – сумма длин отрезков «bi », отсекаемых на заданном уровне сечения « р » в материале профиля линией, эквидистантной средней линии « m » в пределах базовой длины:
ηр
=
![]() ;
;
tp - относительная опорная длина профиля, %. Это отношение опорной длины профиля к базовой длине:
tp
=
![]() ,
,
где p – уровень сечения профиля – расстояние между линией выступов профиля и линией, пересекающей профиль эквидистантно линии выступов. Измеряется в % от Rmax.
Показатель tp позволяет оценить влияние формы неровностей на эксплуатационные показатели детали. С увеличением tp возрастает трудоемкость процессов обработки.
В ГОСТ 2789 установлены стандартные ряды уровней сечения профиля
и относительной опорной длины.
Направление неровностей и их обозначения
В обоснованных случаях устанавливают требования к направлению неровностей (рис.18) и виду (или последовательности видов) обработки, если он единственный для обеспечения качества поверхности.
Рис.18. Направление неровностей и их обозначения
Шероховатость и эксплуатационные показатели изделий
Шероховатость оказывает влияние на такие эксплуатационные показатели изделий, как контактная жесткость и прочность узлов (зависит от Ra или Rz, Sm, tp и направления неровностей), герметичность соединений (зависит от Ra или Rz, tp); износостойкость (зависит от Ra или Rz, tp, направления неровностей; наименьший коэффициент трения получается при несовпадении направления движения с направлением неровностей); усталостная прочность деталей при циклических нагрузках (зависит от Rmax, Sm или S); коррозионная стойкость деталей (зависит от Ra ,Rz, tp); гидравлическое сопротивление при движении жидкости в трубопроводах (зависит от Ra или Rz, Sm или S ).
Шероховатость связана с точностью изготовления изделия, т.е. с квалитетом. Чем меньше допуск, тем более высокие требования предъявляются к параметрам шероховатости, т.е. тем меньше должна быть шероховатость. Вопрос нормирования шероховатости дополнительно рассматривается в разделе «Нормирование точности формы и расположения».
Значения параметров Ra ,Rz, Rmax следует выбирать из рядов предпочтительных величин по ГОСТ 2789. Значения параметра Ra принято выбирать по варианту 1, который соответствует предпочтительному ряду.