

Автоматические линии из агрегатных станков
Автоматические линии из агрегатных станков компонуются из нормализованных элементов как станочных (силовые головки, приспособления для зажима и фиксации деталей, базовые узлы, привод и управление), так и меж-
станочных (шаговые транспортеры, поворотные столы, кантователи, командо-аппараты, накопители заделов и т. д.).
Так как основные силовые узлы (агрегатные головки) обеспечивают инструменту и главное движение, и подачу, линии из агрегатных станков строятся для обработки деталей, неподвижных при обработке, в первую очередь корпусных. Наиболее типовые операции - фрезерование, сверление, растачивание, нарезание резьбы.
Автоматические линии из агрегатных станков обладают многими преимуществами по сравнению с линиями, созданными из специального, уникального оборудования.
Применение унифицированных механизмов, узлов и отдельных деталей позволяет значительно сократить их стоимость. Если цену специального токарного многошпиндельного автомата принять за единицу, то средняя стоимость двустороннего агрегатного станка, несущего до 40—50 инструментов, составляет около 25 – 30 % от его стоимости, т. е. унификация позволяет снизить стоимость оборудования в несколько раз.
Вторым важнейшим преимуществом автоматических линий из унифицированных элементов является сокращение сроков их проектирования и освоения, так как подавляющее большинство механизмов не проектируется, а лишь компонуется. Наконец, немаловажным фактором является высокая надежность унифицированных конструкций, что обеспечивается их массовым выпуском в течение ряда лет, а следовательно, возможностью постоянного совершенствования с учетом эксплуатационного опыта.
Первые автоматические линии из агрегатных станков создавались только для корпусных деталей с хорошей устойчивостью по базовым поверхностям, что позволяло перемещать их транспортерами от одного приспособления к другому. Сейчас большое применение получили линии для обработки малоустойчивых деталей, которые на загрузочной позиции закрепляются на приспособлениях-спутниках и вместе с ними перемещаются из позиции в позицию. На каждой рабочей позиции спутник фиксируется и зажимается. Линии с приспособлениями-спутниками кроме основного шагового транспортера имеют транспортер возврата спутников в загрузочную позицию.
На автоматических линиях из агрегатных станков в основном обрабатываются относительно крупные и сложные корпусные детали, где необходимо обработать большое количество различных поверхностей, связанных между собой точными размерами. Так, допуски на размеры между осями ряда точных отверстий достигают ±0,3 мм, между осями крепежных отверстий ±0,1 мм, между обрабатываемыми плоскостями ±0,1 мм и т. д.
Типовые автоматические линии для обработки корпусных деталей. На рис. 15.17 показан участок автоматической линии, оснащенной агрегатными станками для обработки отверстий в блоке автомобильного двигателя.
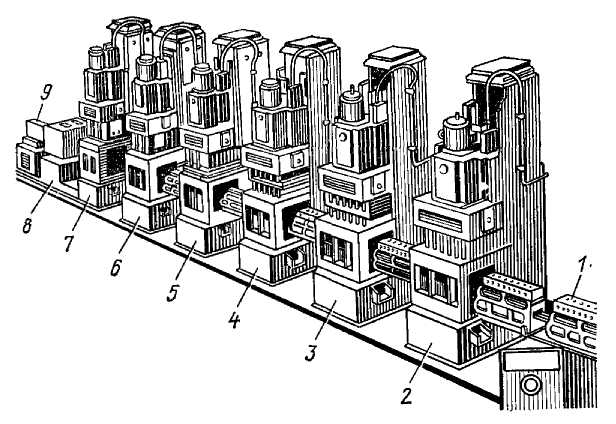
Рис. 15.17. Участок автоматической линии для обработки