

Шпиндельные коробки и насадки
Шпиндельные коробки и насадки представляют собой силовые узлы, в которых размещены шпиндели, промежуточные валы и редукторные колеса, передающие вращение к шпинделям от приводного вала силовой головки. Конструкция шпиндельных коробок зависит от количества и взаимного расположения отверстий или поверхностей обрабатываемых деталей. Основные размеры корпусов (ширина, высота и длина) и детали, из которых монтируются данные узлы, нормализованы.
На рис. 15.14,а показана схема передачи движения от ведущего вала 1 к шпинделю 3. При таком расположении оси промежуточного вала 2 сила Q, равнодействующая сил Р и R, которая воспринимается опорами, зависит от угла α:
α°….55 75 90 120 180
Q …. 0 0,4Р 0,7Р 1,25Р 2Р
При расположении осей валов в одной плоскости (α = 180°) нагрузка на опоры будет наибольшей (Q = 2Р) Однако такое расположение колес является оптимальным.
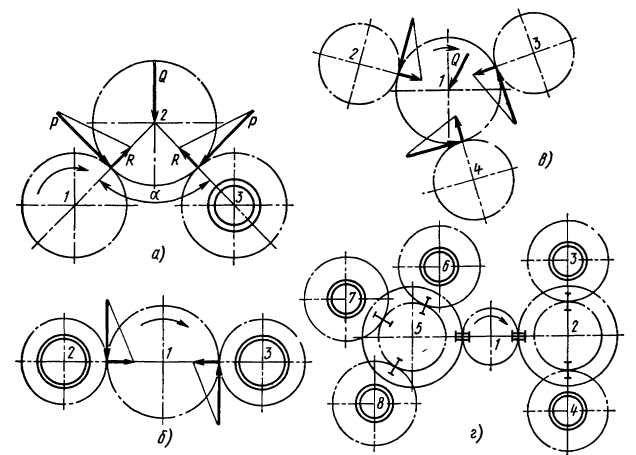
Рис. 15.14. Схема расположения передач
В шпиндельной коробке
Если вал 1 будет ведущим, а валы 2 и 3 ведомыми, например рабочими шпинделями (рис. 15.14,б), то силы, действующие на опоры вала 7, уравновешиваются. При передаче вращения
от одного колеса на несколько колес их целесообразно располагать равномерно относительно приводного колеса (рис. 15.14,в). Примером может служить развертка пятишпиндельной коробки, показанной на рис. 15.14,г. Это относится к передачам между приводным валом 1 и валами 2 и 5, валом 2 и шпинделями 3 и 4 и др.
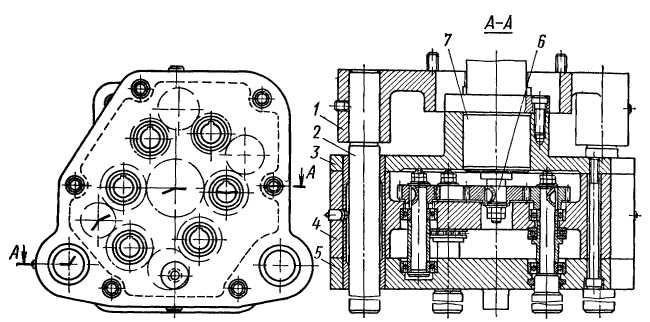
Рис. 15.15. Многошпиндельная насадка
Нередко расположение шпинделей и промежуточных валов требует таких расстояний между центрами зубчатых колес, которые не обеспечивают необходимого радиального зазора и применения колес с нормальным зацеплением. В этих случаях используют известные методы корригирования зубчатых колес. Возвращаясь к рис. 15.14, следует заметить, что подобное может иметь место с ведущими колесами валов 2 и 5, так как их необходимо вписывать в межцентровое расстояние валов 3 - 4 и 6 - 8.
При разработке кинематических схем многошпиндельных коробок не рекомендуется использовать шпиндели в качестве валов, приводящих во вращение группу других шпинделей. Как исключение, это допускается при проектировании легких приводов вращения.
В силовых головках с выдвижной пинолью применяют шпиндельные коробки, называемые насадками. Одна из конструкций шестишпиндельной насадки показана на рис. 15.15. Корпус насадки состоит из трех деталей: фланца 3, корпуса 4 и крышки 5. Фланец установлен на пиноли 7 силовой головки, а державка 1 с двумя направляющими скалками 2 крепится к ее корпусу. Шпиндель 6 головки имеет на переднем конце конус, на котором насажено ведущее зубчатое колесо, вращающее все шпиндели насадки.
В настоящее время расчет координатных осей отверстий, силовой расчет всех элементов шпиндельной ксробки, проверку взаимного расположения деталей в узле и др. производят с помощью компьютера.
Переналадка агрегатных станков. Применение агрегатных станков в серийном производстве осложняется необходимостью их частой переналадки. С целью сокращения времени обработки используют схемы переналаживаемых агрегатных станков,
Обрабатываемая деталь на таких станках неподвижна, а специальные механизмы силовых узлов осуществляют последовательную автоматическую смену инструмента и необходимую перестановку узлов станка .
На рис. 15.16 показана компоновка такого агрегатного станка, позволяющего производить до 50 переналадок в месяц. Он имеет две силовые головки 1 и 2: головка 1
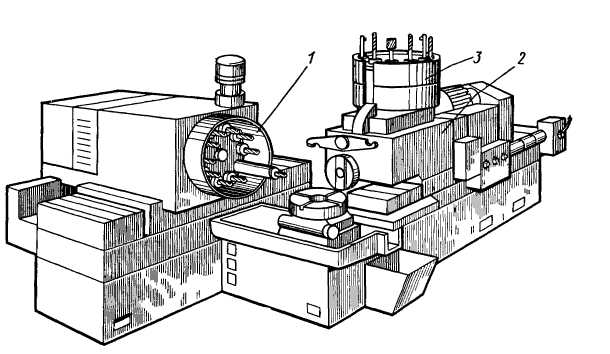
Рис. 15.16. Агрегатный станок с автоматической