

Значения подготовительных функций по гост 20999—83 Функции / Наименование Значение
G00 Быстрое позиционирование
Перемещение в запрограммированную точку с максимальной скоростью (например, с наибольшей скоростью подачи). Предварительно запрограммированная скорость перемещения игнорируется, но не отменяется. Перемещения по осям координат могут быть некоординированными
G01 Линейная интерполяция
Вид управления, при котором обеспечивается постоянное отношение между скоростями по осям координат, пропорциональное отношению между расстояниями, на которые должен переместиться исполнительный орган станка по двум или более осям координат одновременно. В прямоугольной системе координат перемещение происходит по прямой линии
G02, G03 Круговая интерполяция
Вид контурного управления для получения дуги окружности, при котором векторные скорости по осям координат, используемые для образования дуги, изменяются устройством управления
G02 Круговая интерполяция. Движение по часовой стрелке
Круговая интерполяция при которой движнние исполнительного органа направлено по часовой стрелке, если смотреть со стороны положительного направления оси, перпендикулярной к обрабатываемой поверхности
G03 Круговая интерполяция. Движение против часовой стрелки
Круговая интерполяция при которой движение исполнительного органа направлено против часовой стрелки, если смотреть со стороны положительного направления оси, перпендикулярной к обрабатываемой поверхности
G04 Пауза
Указание о временной задержке, конкретное значение которой задается в УП или другим способом. Применяется для выполнения тех или иных операций, протекающих известное время и не требующих ответа о выполнении
G06 Параболическая интерполяция
Вид контурного управления для получения дуги параболы, при котором векторные ско -рости по осям координат, используемые для образований этой дуги изменяются устройством управления
G08 Разгон
Автоматическое увеличение скорости перемещения в начале движения до запрограммированного значения
G09 Торможение
Автоматическое уменьшение скорости перемещения относительно запрограммированной при приближении к запрограммированной точке
От G17 до G19 Выбор плоскости
Задание плоскости таких функции, как круговая интерполяция, коррекция на фрезу и др
G41 Коррекция на фрезу — левая
Коррекция на фрезу при контурном управлени. Используется, когда фреза находится слева от обрабатываемой поверхности, если смотреть от фрезы в направлении ее движения относительно заготовки
G42 Коррекция на фрезу — правая
Коррекция на фрезу при контурном управлени. Используется, когда фреза находится справа от обрабатываемой поверхности, если смотреть от фрезы в направлении ее движения относительно заготовки
G43 Коррекция на положение инструмента - положительная
Указание, что значение коррекции на положение инструмента необходимо сложить с координатой, заданной в соответствующем кадре или кадрах
G44 Коррекция_на положение инструмента - отрицательная
Указание, что значение коррекции на положение инструмента необходимо вычесть из координаты, заданной в соответствующем кадре или кадрах
G53 Отмена заданного смещения
Отмена любой из функций G54, , G59. Действует только в том кадре, в котором она записана
От G54 до G59 Заданное смещение
Смещение нулевой точки детали относительно исходной точки станка
G80 Отмена постоянного цикла
Функция, которая отменяет любой постоянный цикл
От G81 до G89 Постоянные циклы
---------------------------------------------------------------------
G90 Абсолютный размер
Отсчет перемещения производится относительно выбранной нулевой точки
G91 Размер в приращениях
Отсчет перемещения производится относительно предыдущей запрограммированной точки
G92 Установка абсолютных накопителей положения
Изменение состояния абсолютных накопителей положения. При этом движения исполнительных органов не происходит
G93 Скорость подачи_в функции, обратной времени
Указание, что число, следующее за адресом F, равно обратному значению времени в минутах, необходимому для обработки
G96 Постоянная скорость резания
Указание, что число, следующее за адресом S, равно скорости резания в метрах в минуту. При этом скорость шпинделя регулируется автоматически в целях поддержания запрограммированной скорости резания
G97 Обороты в минуту
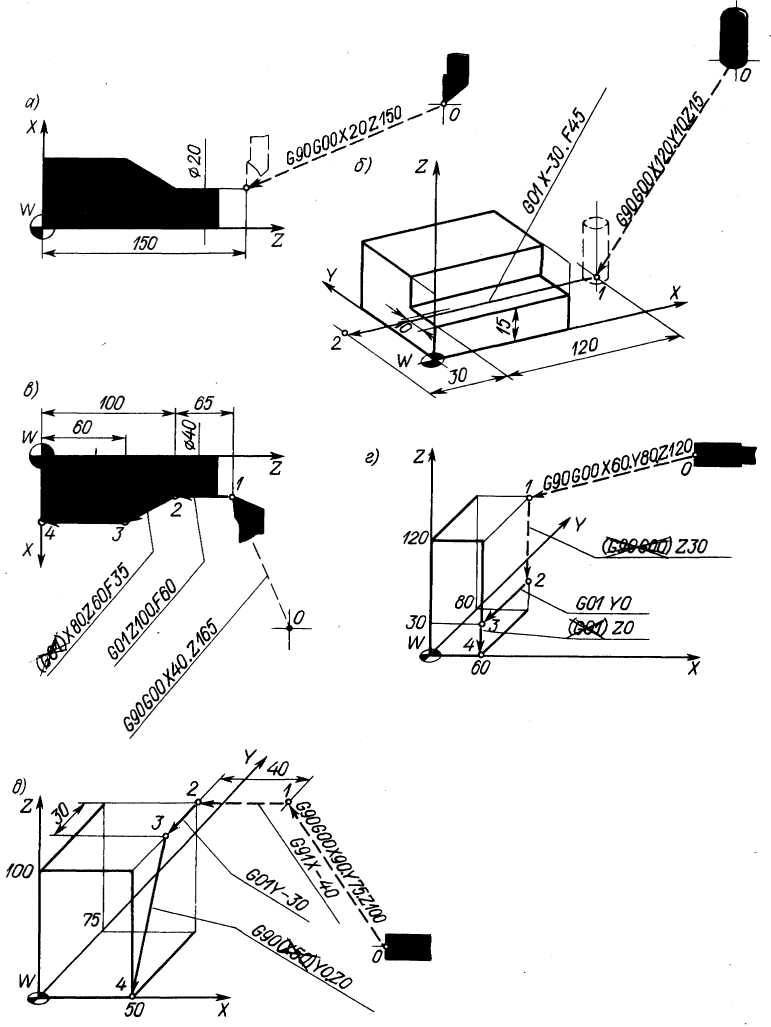
Рис. 14.13. Применение подготовительных функций G00 и G01
Указание, что число, следующее за адресом S, равно скорости шпинделя в оборотах в минуту
G40, ..., G59 - коррекция размеров инструмента без отсчета, смещение осей;
G60....., G79 – вид и характер работы: точно, быстро:
G80, ..., G89 - постоянные (фиксированные) автоматические циклы:
G90, ..., G99 – особенности задацшя размеров, режимов обработкй.
В каждой из рассмотренных групп имеются резервные команды. Уточненные значения команд с адресом G приводятся в конкретных руководствах по программированию для соответствующих моделей УЧПУ.
Хотя в применении подготовительных функций в различных УЧПУ встречаются разночтения, существует общий подход к их использованию согласно кодовым значениям
Функция G00 программируется, если необходимо обеспечить линейное перемещение по одной из координат на ускоренной подаче; величина перемещения со знаком указывается в кадре в соответствии с правилом записи (рис 14.13, а, б)
Функция G01 означает, что режим обеспечивает линейную функциональную зависимость между перемещениями по двум координатам, обозначенными с соответствующими знаками и числовыми значениями. При этом указывается скорость движения подачи (например, F35 - рис. 14.13, в) по траектории. В некоторых УЧПУ функцией G01 программируется и линейное перемещение на рабочей подаче; при этом подразумевается, что численное значение перемещения по одной из координат равно нулю (рис. 14.13, в - д). Напомним, что режим, определенный функцией G, сохраняется до его отмены аналогичной функцией (рис 14.13, г, д).
Функции G02, G03 - режимы круговой интерполяции по и против часовой стрелки. Функции указываются в программах для УЧПУ, обеспечивающих круговую
интерполяцию. Данные по круговой интерполяции зависят от задаваемой подготовительными функциями G17 - G19 (рис. 14.14, а) плоскости интерполяции. Подготовительная функция G17 определяет круговую интерполяцию

Рис. 14.14. Схемы, поясняющие применение подготовительных функций GI7- G19 и G02, G03
в плоскости XY с обозначением параметров интерполяции (координат точки) символами I и J. Подготовительные функции G18 и G19 определяют круговую интерполяцию соответственно в плоскостях XZ (параметры I, К) и YZ (параметры
J, К).
Следует отметить определенную особенность функций G02 и G03. При определенных условиях (изменение направлений осей координат) значение функций меняется на обратное (рис. 14.14,б).
Траектодия инструмента по дуге окружности (рис. 14.14,б) задается у разных УЧПУ по-разному. Это зависит от устройства интерполятора, от характера его работы как вычислительного устройства, поскольку в общем задача сводится к вычислению определенных параметров при наличии определенных (исходных) данных.
В общем случае дуга на плоскости (в системе координат) может быть определена следующими данными (рис. 14.14, г): центром С с координатами хс и ус, радиусом R, начальной точкой Ро с координатами хо и уо, конечной точкой Р1 с координатами x1 и у1, центральным углом дуги θ и углом α между касательной к начальной точке и осью (в данном случае осью X). Для того чтобы однозначно определить дугу на плоскости, все эти данные приводить в программе нет необходимости. Обычно при выборе параметров, задающих интерполяцию, исходят из того, что известно положение начальной точки Ро дуги. Это естественно, поскольку приход в эту точку инструмента обусловлен предыдущими кадрами УП.
В полярной системе координат (рис. 14.14, д) траектория задается функцией (G02 или G03), радиусом R и координатами центра С дуги относительно начальной точки Pо, т. е. значениями I, J (при G17) с соответствующими знаками, и углом (по адресу С).
В прямоугольной системе координат при задании последних абсолютными размерами
наиболее распространен способ задания дуги координатами конечной точки и центра дуги (рис. 14.15, а). Координаты конечной точки Р1 указывают с адресами X и Y, а
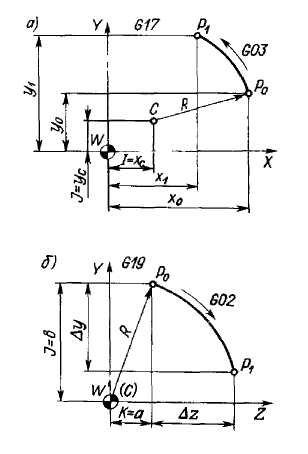
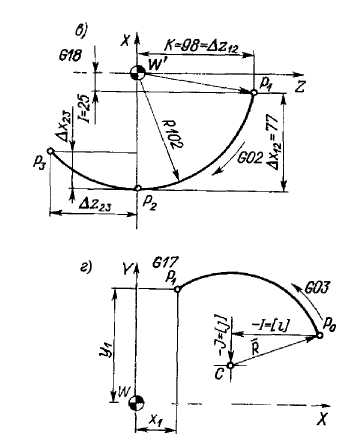
Рис. 14.15. Кодирование элементов круговой траектории
координаты центра С дуги - с адресами I и J (для плоскости XOY). Функция G03 определяет направление интерполяции. При таком задании параметров интерполятор достаточно просто вычисляет радиус дуги и выдает команды на движение. Кадр на интерполяцию будет иметь вид
N{i}G17G90G03X{x1}Y{y1}I{xc}J{yc}LF.
В одном из вариантов задания круговой интерполяции в приращениях для определения параметров интерполяции центр W′ принятой системы координат условно размещают в центре дуги С (рис. 14.15, б). В кадре, задающем интерполяцию, с адресами J и К (для плоскости YOZ) задаются координаты начальной точки Ро (а и Ь) в принятой условной системе координат. Эти координаты определят проекции радиуса дуги (R2 = a2 + b2). По адресам Y и Z будут записаны относительные перемещения по осям от начальной точки Ро к конечной Pi с учетом знаков движения относительно направления осей (для принятого примера - минус по оси Y и плюс по оси Z). Кадр, определяющий круговую интерполяцию, будет иметь вид
N{i}Gl9G91G02Y–{∆y}Z + {∆z)J{b)K{a}LF.
Определенные УЧПУ предусматривают задание в одном кадре информации о части дуги, расположенной только в одном квадранте. Если дуга расположена в двух квадрантах, то она описывается двумя кадрами, если в трех - тремя и т. д. При размещении дуги в двух квадрантах (рис. 14.15, в) кадры УП могут иметь следующий вид:
N{i}G18G91G02X —77.Z–98.I25.K98.LF;
N{i + 1 }Х + {∆x23}Z – {∆Z23}Ι102. KO.LF.
Отметим, что в некоторых УЧПУ после адресов I и К приводятся абсолютные значения величин, т. е. со знаком «плюс». При векторном способе (рис. 14.15, г) под адресами интерполяции указывают численные значения и направления (относительно осей координат) векторов, проведенных из начальной точки дуги в ее центр, и координаты (или приращения) конечной точки дуги. Кадр интерполяции при таком способе может иметь вид
N{i}G17G90G03X{x1}Y{y1}I–{i}J–{j}LF.
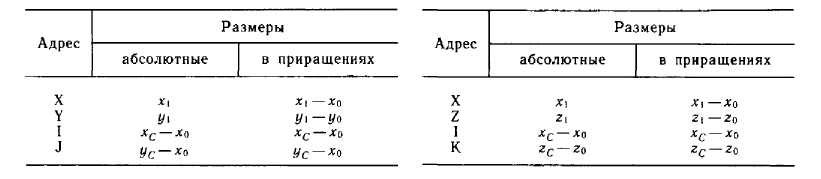
Однако несмотря на разнообразие способов задания параметров интерполяции все они сводятся к единой общей расчетной схеме, обеспечивающей определение радиуса дуги (если он не задан) по заданным элементам I, J, К (рис. 14.16 - 14.18).

Рис. 14.16. Схема кодирования элементов Рис. 14.17. Схемы кодирования элементов
круговой траектории в плоскости ХОУ: круговой траектории в плоскости ХОZ:
Определенные правила записи в УП существуют также при задании функции G06 (параболическая интерполяция) и при программировании линейно-круговой интерполяции (ГОСТ 2<^999—83).
Вспомогательные и другие функции. Подача и скорость шпинделя с адресами F и S задаются в различных УЧПУ по-разному. Достаточно распространен способ задания с использованием кодовых таблиц, в которых двузначными цифрами закодированы подача и скорости шпинделя данного станка. В современных станках с ЧПУ эти величины обычно задаются действительными числовыми - значениями в мм/мин, мм/об, и об/мин.
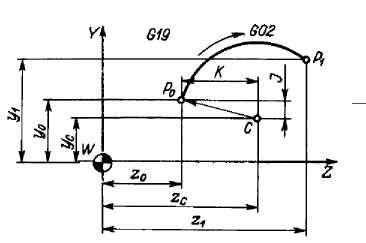
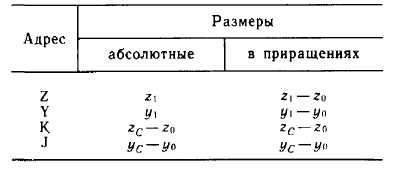
Рис. 14.18. Схема кодирования элементов круговой траектории