

Многоцелевой станок ир500мф4
Станок предназначен для сверления, зенкерования, развертывания, растачивания отверстий в корпусных деталях, фрезерования по контуру, нарезания резьб метчиками в условиях серийного производства. Помимо автоматической смены инструментов станок имеет автоматическую смену столов-спутников. Емкость магазина - 30 инструментов.
Станок имеет вертикально-подвижную шпиндельную бабку 3 (рис. 13.32), расположенную внутри подвижной стойки 4, и поворотный стол 1. На верхнем торце стойки расположен магазин 6 барабанного типа, а у бокового торца станины на отдельном основании 10 смонтирована поворотная (на 180°) платформа 9 для двух столов-спутников 2 и 8. Поворот магазина осуществляется от высокомоментного двигателя 7. Номера гнездмагазина закодированы На переднем торце стойки установлен манипулятор 5 (автоматическая двухзахватная рука), осуществляющий смену инструментов. Манипулятор имеет механизмы вертикального перемещения, поворота руки на 180° и выдвижения руки. Вертикальное перемещение позволяет обходиться без смещения шпиндельной бабки вверх в позицию смены. Захват инструментальных оправок выполняют губки, стянутые двумя цилиндрическими пружинами.
Движения в станке (рис. 13.33). Главное движение - вращение шпинделя с закрепленным в нем инструментом. Движения подачи: по оси X' - перемещение стола с заготовкой, по оси Y - вертикальное перемещение шпиндельной бабки, по оси Z - горизонтальное перемещение стойки. Вращение шпинделя 2 обеспечивается электродвигателем Ml 2ПФ-80Г постоянного тока мощностью 14 кВт (номинальная частота вращения 1000 мин–1, номинальное напряжение 220 В). Изменение частоты вращения шпинделя обеспечивается регулированием двигателя и двухступенчатой
.
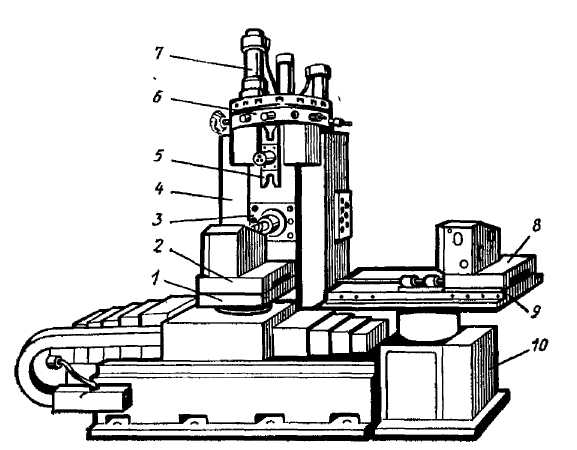
Рис. 13.32. Многоцелевой станок ИР500МФ4
Техническая характеристика станка
Размеры рабочей поверхности стола, мм: (длина … 500, ширина …500); Перемещения подвижных частей, мм: (поперечное передвижение стола … 800, вертикальное - шпиндельной бабки … 500, продольное - подвижной стойки …500); Частота вращения шпинделя, мин–1 …21-3000; Подача стола, шпиндельной бабки, стойки, мм/мин …1-2000.
коробкой скоростей. Для переключения механических диапазонов служит подвижный
блок зубчатых колес z =23-56, который может входить в зацепление с зубчатыми колесами z = 33 или z = 66, закрепленными на общей ступице и связанными со шпинделем зубчатой муфтой, размещенной в отверстии ступицы. Подвижный блок может занимать два положения, соответствующие первому и второму диапазону. Блок перемещается гидроцилиндром и вилкой (на схеме не показаны). При включении первого механического диапазона возможно получение частоты вращения шпинделя 21,2-1000 мин–1 при большом постоянном крутящем моменте (700 Н∙м). Второй диапазон обеспечивает частоту вращения шпинделя 1000-3150 мин–1 при постоянной мощности 14 кВт. Изменение направления вращения достигается реверсированием электродвигателя.
Перемещение шпиндельной бабки (по оси Y), стойки (по оси Z) и стола (по оси X') обеспечивается одинаковыми высокомоментными электродвигателями М2-М4 с возбуждением от постоянных магнитов. Мощность каждого двигателя 2,8 кВт (при n = 1000 мин–1). Установленные электродвигатели позволяют без применения коробки подач получать по любой из координат рабочую подачу 1-2000 мм/мин и быстрые установочные перемещения со скоростью 8000 или 10 000 мм/мин (последняя зависит от принятой системы ЧПУ).
Наибольшая сила подачи стола и стойки -8 кН, шпиндельной бабки -4 кН. Такие же электродвигатели использованы для вращения поворотного стола 1 (двигатель М5) инструментального магазина 3 (двигатель М6).
Инструментальный магазин устроен следующим образом (рис. 13.34). Корпус 19 магазина с гнездами 20 для инструментальных оправок 21 размещен на верхнем торце стойки 2 станка и может поворачиваться относительно центральной оси. Сопряжение корпуса магазина с основанием происходит по направляющим 3-5, изготовленным из полимерного материала. Для поворота магазина служит высокомоментный электродвигатель 10 с возбуждением от постоянных магнитов. На валу двигателя на шпонке закреплено зубчатое колесо 12, входящее в зацепление с зубчатым венцом 18, привернутым к корпусу магазина. Угол поворота магазина задается с помощью конечных выключателей, установленных на неподвижном кронштейне 13. Один из них (14) взаимодействует с упором 17, фиксирующим нулевое положение магазина, другой 15 служит для отсчета гнезд магазина. Напротив каждого гнезда имеется такой же упор 16, взаимодействующий с конечным выключателем 15 при повороте магазина. Для того чтобы гнездо после очередного поворота на заданный угол останавливалось точно в положении смены инструмента, предусмотрено фиксирующее устройство. На валу электродвигателя с помощью муфты закреплен диск 11 с двумя полукруглыми пазами 25. При подходе инструментального гнезда с позиции смены ролик 9 штоком гидроцилиндра 6 вводится в паз диска. Отключается электродвигатель 10, и происходит точная фиксация
магазина. Бесконтактный выключатель 8 сигнализирует об этом в систему управления
. После этого вступает в работу механизм автоматической смены инструмента.

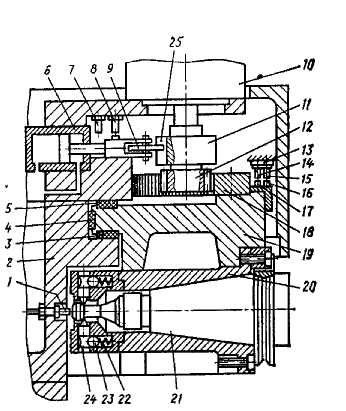
Рис. 13.33 Кинематическая Рис. 13.34. Инструментальный
схема станка ИР500МФ4 магазин
Перед последующим поворотом ролик фиксатора выводится из зацепления с диском (шток гидроцилиндра смещается влево). Бесконтактный выключатель 7 формирует сигнал, разрешающий выключение электродвигателя поворота магазина.
Инструментальные оправки 21 удерживаются в гнездах от выпадения фиксаторами 24 и шариками 23 с пружинами 22. Сила прижатия фиксаторов к хвостовику оправки невелика и не препятствует вытаскиванию автооператором оправки из гнезда магазина. Контроль наличия оправки в гнезде обеспечивает бесконтактный выключатель 1.
При наладке станка каждая оправка с инструментом устанавливается в гнездо магазина в строго определенном угловом положении так, чтобы паз во фланце оправки совпал с направляющей шпонкой гнезда магазина. Это необходимо для того, чтобы при переносе оправки автооператором в шпиндель станка пазы оправки совпали со шпонками шпинделя. При смене инструмента шпиндель всегда останавливается автоматически также в определенном угловом положении.
 Устройство для автоматической
смены приспособления-спутника
(ПС)
на станке модели ИР500МФ4 показано на
рис. 13.35. ПС 11 устанавливают
на платформу 7(вместимостью два ПС), на
которой смонтированы гидроцилиндры
10 и 13.
Штоки гидроцилиндров
имеют Т-образные захваты 14
и 6.
Устройство для автоматической
смены приспособления-спутника
(ПС)
на станке модели ИР500МФ4 показано на
рис. 13.35. ПС 11 устанавливают
на платформу 7(вместимостью два ПС), на
которой смонтированы гидроцилиндры
10 и 13.
Штоки гидроцилиндров
имеют Т-образные захваты 14
и 6.
Рис. 13.35. Устройство для автоматической
смены приспособлений-спутников:
1 - базовая плита; 2, 17 - регулировочные винты; 3 - зубчатое колесо; 4 - рейка; 5, 10, 13 и 16 - гидроцилиндры; 6, 14 – захваты; 7 - платформа; 8, 9 - ролики, 11 - приспособление-спутник; 12 - вырез в приспособлении-спутнике; 15 – стойка
При установке на платформу (перемещение по стрелке Б) ПС вырезом 12 входит в зацепление с захватом 14 штока. На платформе ПС базируется на роликах 9 и центрируется (по боковым сторонам) роликами 8 (исходное положение ПС в позиции ожидания). Перемещение штока гидроцилиндра 10 обусловливает качение (по роликам) спутника.
При выдвижении штока гидроцилиндра 13 захват 6 перемещается (по направляющей штанге) и катит ПС по роликам 9 и 8 (в направлении стрелки А) на поворотный стол станка, где спутник автоматически опускается на фиксаторы. В результате захват 6 выходит из зацепления с ПС и стол станка (с закрепленным на нем спутником) на быстром ходу перемещается в зону обработки. Заготовку закрепляют на спутнике во время обработки предыдущей заготовки (когда ПС находится в позиции ожидания) или заранее, вне станка.
После того как заготовка будет обработана, стол станка автоматически (на быстром ходу) передвигается вправо к устройству для смены спутника и останавливается в таком положении, при котором фигурный паз ПС оказывается под захватом 6. Гидроцилиндр поворотного стола расфиксирует спутник, после чего ПС входит в зацепление с захватом 6, а масло поступает в штоковую полость гидроцилиндра 13, шток смещается в крайнее правое положение и перемещает спутник с заготовкой на платформу 7, где уже находится ПС с новой заготовкой. Чтобы поменять спутник местами, платформа поворачивается на 180° (на стойке 15) зубчатым колесом 3, сопряженным с рейкой 4, приводимой в движение гидроцилиндрами 5 и 16.
Платформу 7 точно выверяют относительно поворотного стола станка с помощью регулировочных винтов 2 и 77, ввернутых в выступы базовой плиты 7, неподвижно закрепленной на фундаменте.
Лекция № 14. Общие вопросы программирования для станков с ЧПУ. Подготовка информаци для управляющих программ. Система координат станков с ЧПУ. Системы классов CNC, DNC, HNC. ( Системами класса DNC. Оперативные УЧПУ класса HNC . Аппаратные системы ЧПУ. Системы класса VNC).