

Многоцелевые станки
Многоцелевые станки (МЦ) - станки с числовым программным управлением и автоматической сменой инструмента для выполнения нескольких различных видов обработки резанием. Кроме МЦ существуют и другие станки с ЧПУ с автоматической сменой режущих инструментов, которые не называют многоцелевыми. В чем же различие между ними?
Многоцелевые станки отличаются особо высокой концентрацией обработки. На них производят черновую, получистовую и чистовую обработку сложных корпусных заготовок, содержащих десятки обрабатываемых поверхностей, выполняют самые разнообразные технологические переходы: фрезерование плоскостей, уступов, канавок, окон, колодцев; сверление, зенкерование, развертывание, растачивание гладких и ступенчатых
отверстий; растачивание отверстий инструмента с тонким регулированием на размер; обработку наружных и внутренних поверхностей и др.
Для осуществления этих операций на станке необходимо иметь большой запас металлорежущих инструментов. У станков с ЧПУ и автоматической сменой инструмента запас инструментов создается обычно в револьверных головках. Среди них фрезерные и сверлильные станки, предназначенные для изготовления главным образом таких корпусных и плоских деталей, для обработки которых достаточно иметь пять-десять различных инструментов. Многоцелевые станки имеют инструментальные магазины с запасом в 15-30, а при необходимости в 50-100 и более инструментов.
Еще одна важная особенность большинства многоцелевых станков - наличие стола или делительного приспособления с периодическим или непрерывным (по программе) делением. Это обязательное условие для обработки заготовки с нескольких сторон без переустановки. Станки новых конструкций оснащают дополнительными столами и устройствами для автоматической смены заготовок. Заготовки предварительно закрепляют на приспособлении-спутнике, и вместе с ним они попадают с дополнительного стола на основной. Установку заготовки в спутник и снятие обработанной детали производят во время работы станка. Таким образом, вспомогательное время, затрачиваемое на загрузку станка, сводится к минимуму.
Многоцелевые станки имеют чаще всего контурную систему управления, позволяющую обрабатывать разнообразные криволинейные поверхности, фрезеровать отверстия и т. д. Они отличаются широким диапазоном бесступенчатого регулирования частоты вращения шпинделя (заготовки) и подач, высокими (до 8-12 м/мин) скоростями быстрых (вспомогательных) ходов, особо высокой жесткостью и надежностью.
Многоцелевые станки для обработки корпусных деталей можно разделить на две группы, характеризуемые расположением оси шпинделя относительно рабочей поверхности стола: с перпендикулярным (вертикальным) расположением шпинделя к поверхности стола; с параллельным (горизонтальным) расположением шпинделя относительно зеркала стола (рис. 13.30). Вертикальный шпиндель станков первой группы обеспечивает доступ инструментов к одной стороне заготовки. Такие станки выгодно применять для обработки деталей, у которых объем обработки с одной стороны превышает объемы обработки с других сторон. Можно успешно обрабатывать на них за одну операцию несколько сторон, используя переналаживаемые многопозиционные приспособления. Станки с горизонтальным расположением шпинделя чаще всего снабжают поворотным столом, который создает условия для обработки детали с разных сторон.
В конструкции современных МЦ наблюдается тенденция к переходу от дискретности задания перемещений в 0,01 мм к дискретности в 0,001 мм и от чувствительности (наименьшего отрабатываемого перемещения) в 0,005 мм к чувствительности 0,001- 0,002 мм. Дискретность и чувствительность станка в 0,001 мм удовлетворяют по точности отсчета размеров любым потребностям современного машиностроения.
Принцип построения станка с программным управлением и автоматической сменой инструментов можно рассмотреть на примере станка, изображенного на рис. 13.31. По внешнему виду (рис. 13.31, б) он напоминает расточный станок с колонной 5 и
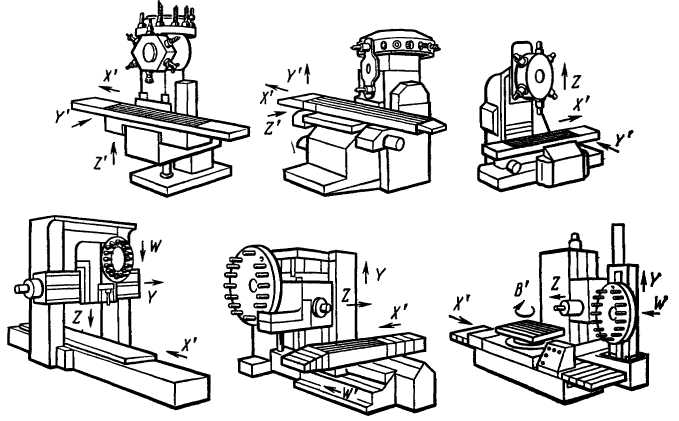
Рис. 13.30. Компоновки многоцелевых станков
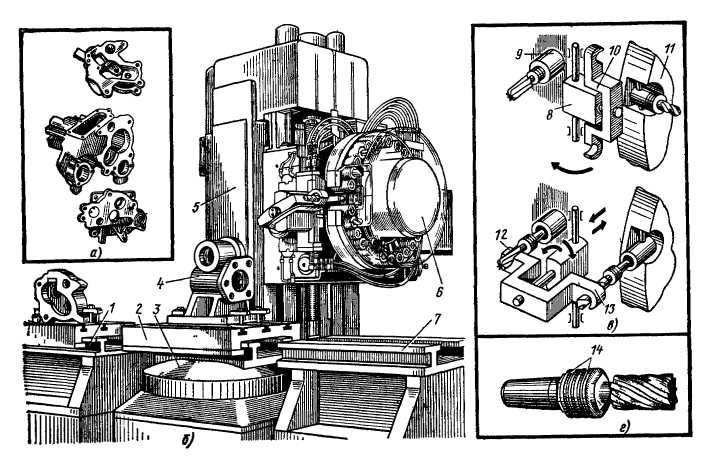
Рис. 13.31. Многоцелевой станок
выдвижным шпинделем. Но в отличие от обычного станка на шпиндельной бабке установлен крупный магазин 6 с набором инструментов. Каждый инструмент вставлен в гнездо магазина так, что его ось параллельна оси магазина (барабана). Инструмент меняется специальной механической рукой. Цикл действий механической руки представлен на рис. 13.31, в. В исходном положении рычаг 10 руки расположен вертикально и не мешает работе инструмента, закрепленного в шпинделе 9, и периодическому повороту магазина 11. При смене инструмента корпус 8 механической руки поворачивается на 90° вокруг вертикальной оси влево; одновременно поворачивается также на 90° гнездо магазина с очередным инструментом. Рычаг руки поворачивается в горизонтальное положение, схваты рук 12 и 13 зажимают инструменты, находящиеся в шпинделе и в гнезде барабана. После раскрепления инструмента в шпинделе рычаг руки смещается вдоль своей оси, вытаскивает оба инструмента (из шпинделя и из гнезда магазина), поворачивается на 180° и, двигаясь вдоль своей оси, меняет инструменты местами: устанавливает новый инструмент в шпиндель, а отработавший - в освободившееся гнездо магазина. Схваты отпускают инструменты, рычаг руки поворачивается в вертикальное положение, а вся рука на 90° вправо, т. е. в исходное положение. Одновременно поворачивается вправо н гнездо со сменным инструментом.
В магазине можно разместить до 30 различных инструментов, создавая их запас для группы деталей. При этом не обязательно, чтобы инструменты размещались в гнездах магазина в таком порядке, в каком они будут использованы. Выбор нужного инструмента производится так же, как и смена, автоматически по программе. Каждый инструмент предварительно вставляется в специальную оправку с десятью кольцами (рис. 13.31, г). Кольца 14 имеют разный диаметр и образуют своеобразный код инструмента. При повороте магазина оправка проходит мимо десяти-позиционного переключателя (датчика),-замыкая своими кольцами его контакты. В тот момент, когда комбинация колец (код инструмента) совпадает с кодом, записанным на перфоленте, вращение магазина прекращается и нужный инструмент готов к подаче в шпиндель. Поиск нужного инструмента происходит при выполнении очередного перехода и поэтому не влияет на общее время обработки.
Обрабатываемая заготовка 4 (рис. 13.31, б) закрепляется на плите 2 приспособления, которая может перемещаться по направляющим среднего 3 и боковых 1 и 7 столов. При обработке заготовка находится на среднем столе, который может периодически поворачиваться на заданный угол в соответствии с программой. В зависимости от принятой технологии в каждом положении (позиции) стола выполняется или полная обработка всех поверхностей (плоскостей, отверстий и т. д.), или вначале фрезеруются поверхности, а затем обрабатываются отверстия.
Так как вся обработка детали ведется автоматически по программе, то за это время оператор устанавливает в приспособление левого стола 1 станка другую заготовку. По окончании обработки плита с приспособлением и обработанной заготовкой передвигается на правый свободный стол 7, а ее место занимает другая плита с уже закрепленной заготовкой. На станке можно обрабатывать сложные детали (рис. 13.31, а).