

Фрезерно-долбежный станок 67к25пф2-0. С программным управлением
В инструментальных цехах применяют широко универсальные станки, которые выполняют фрезерование, растачивание и долбление. Их используют также в ремонтных цехах. Гамма комбинированных фрезерно-долбежных станков моделей 67К25П, 67К25В, 67К25ПФ1, 67К25ВФ1, 67К25ПФ2-0 имеют единое компоновочное решение. Станки 67К25П и 67К25В соответственно повышенного и высокого класса точности оснащены ручным управлением и оптической системой отсчета по двум координатам. В состав станков 67К25ПФ1 и 67К25ВФ1 входит цифровая индикация с предварительным набором координат.
Станок 67К25ПФ2-0 предназначен для обработки деталей по программе в системе прямоугольных координат горизонтальным и вертикальным шпинделем. В условиях мелкосерийного производства указанные выше комбинированные станки с успехом могут быть применены в основных цехах машиностроительных предприятий.
На рис. 13.12 представлен комбинированный фрезерно-долбежный станок мод. 67К25ПФ2-0, на чугунном основании 1 которого закреплена стойка 2. На стойке 2 монтируются все узлы: суппорт 4 перемещается по вертикальным направляющим стойки, салазки 15 - по горизонтальным направляющим суппорта. Привод главного движения осуществляется от электродвигателя 10; двигатель подач крепится на нижней части
стойки.
Для расширения технологических возможностей станка к нему прилагаются: сменные головки 7 (вертикальная фрезерная с вертикальным шпинделем 6, долбежная и быстроходная), стол 5 (угловой горизонтальный, угловой универсальный, круглый), делительная головка. На станке можно перемещать исполнительные органы при его настройке вручную с помощью маховиков 3 (вертикальное перемещение суппорта), 14 (продольное перемещение салазок), 12 (поперечное перемещение бабки 9) и рукояткой 8 (перемещение гильзы).
Переключение скоростей осуществляется рукояткой 11. Программное управление работой станка осуществляется вводом программы с клавиатуры пульта. УЧПУ 13 оснащено дисплеем, общее число управляемых координат - 3, одновременно управляемых - 1. Система ЧПУ получает сигналы от трех линейных фотоэлектрических измерительных преобразователей (датчиков).
Конструктивной особенностью фрезерной бабки является наличие хобота 3 (рис. 13.13), перемещающегося по ее верхним направляющим. К концу хобота прикрепляется кронштейн 2, служащий для поддержания оправки, которая вставляется в горизонтальный шпиндель 1. Это позволяет выполнять работы горизонтально-фрезерных станков. С левого торца фрезерной бабки можно прикреплять сменные головки, при этом хобот
перемещают вправо, а кронштейн снимается. К правому торцу бабки крепится кронштейн 8, в нижней части которого посажен ходовой винт 10, обеспечивающий поперечное
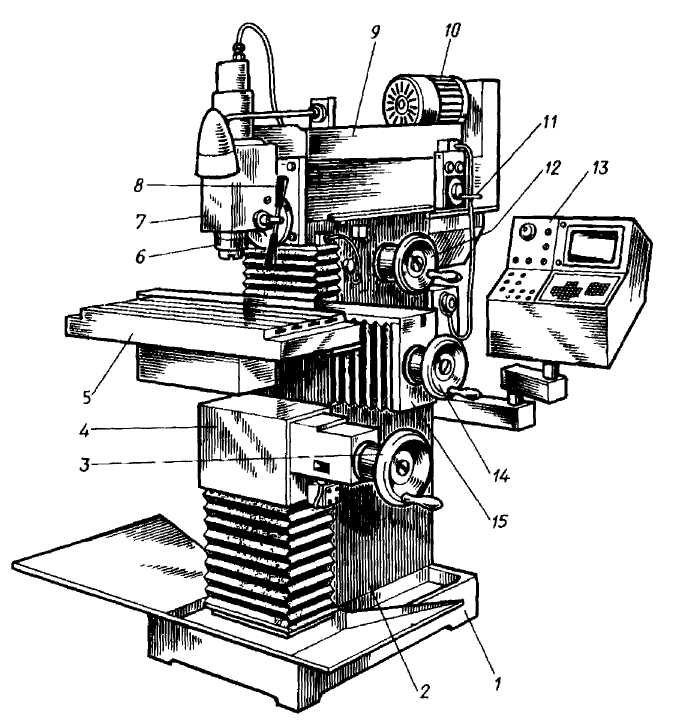
Рис. 13.12. Комбинированный фрезерно-долбежный станок с ЧПУ мод. 67К25ПФ2-0
перемещение бабки. Горизонтальный шпиндель 1 получает вращение от коробки скоростей 11.
Привод главного движения смонтирован на кронштейне 8; двигатель 4 через поликлиновую передачу 6 передает вращение на коробку скоростей через муфту 7. Натяжение ремня регулируется перемещением корпуса 5 винтом 9.
На этом станке можно выполнять работы, характерные для вертикально-фрезерных станков. В этом случае на левый торец фрезерной бабки через переходную плиту 7 крепится вертикальная фрезерная головка (рис. 13.13). В ней смонтирован вертикальный шпиндель 8, помещенный в подвижной гильзе 10. Конструкция головки позволяет поворачивать ее в кольцевых Т-образных пазах переходной плиты на 90° в любую сторону в плоскости, перпендикулярной оси вращения горизонтального шпинделя станка. Вертикальный шпиндель получает вращение от горизонтального шпинделя станка через коническую зубчатую пару 6-5 и цилиндрическую 4-13. Верхнюю опору шпинделя представляют два радиально-упорных шарикоподшипника 12 в сочетании с упорным
шариковым подшипником 11, а нижнюю опору - двухрядный роликовый подшипник 9 с коническим посадочным отверстием.
Зажим и разжим режущего инструмента механизирован. Шомпол 3, перемещаясь, зажимает режущий инструмент с помощью тарельчатых пружин 2, а отжим осуществляется гидравлическим поршнем 1. Управление зажимом и отжимом инструмента - на пульте УЧПУ. Для обработки цветных металлов и сверления отверстий небольшого диаметра монтируется к торцу фрезерной головки через переходную плиту 6 быстроходная головка (рис. 13.14).
Быстроходная головка имеет отдельный привод от электродвигателя 1 мощностью 1,1 кВт и частотой вращения 2810 мин-1. От ведущего шкива 2 на ведомый 10
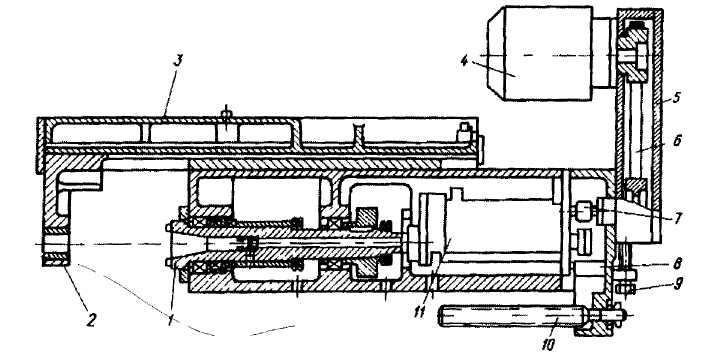
Рис. 13.12. Фрезерная бабка станка 67К25ПФ2-0
перекидыванием ремня 11 можно передать четыре разных скорости. Привод главного движения крепится на кронштейне 5, а натяжение ремня регулируется перемещением корпуса
3, который фиксируется винтом 4. Вертикальный шпиндель 7 вращается на опорах качения в гильзе 9, которая имеет возможность совершать поступательное движение в корпусе 8. Наибольший ход гильзы 60 мм. Быстроходная головка может быть повернута вокруг оси горизонтального шпинделя станка на ±90°; частоты вращения вертикального шпинделя: 5000, 4000, 3150 и 2500 мин-1.

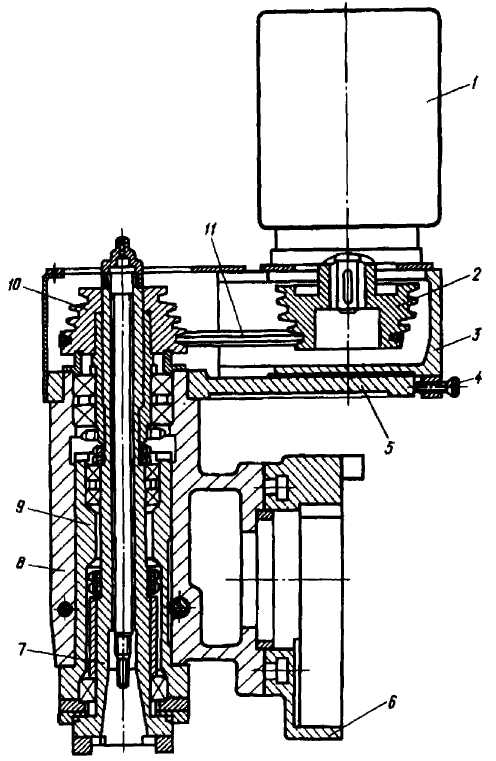
Рис. 13.13. Вертикальная фрезерная Рис. 13.14. Быстроходная головка
головка фрезерно-долбежного станка станка мод. 67К25ПФ2-0
мод. 67К25ПФ2-0
Долбежные работы выполняются на станке с помощью долбежной головки (рис. 13.15). Она крепится к торцу фрезерной бабки станка через переходную плиту 7, относительно которой корпус 4 может быть повернут в Т-образных пазах на ±90°, после чего
затягивается болтами 3. Вращение с горизонтального шпинделя станка передается втулкой 2 через шпоночное соединение кривошипному колесу-валу 8. Ход ползуна 6 вместе с резцом изменяется от 0 до 80 мм винтом 7, который перемещает камень 5 относительно оси вращения. Ручной подвод резца к обрабатываемой детали может осуществляться с помощью конической шестерни 9. Долбежная головка работает при п = 40, 50, 63, 80 и 100 дв.х/мин.
При выполнении некоторых видов долбежных работ, когда необходимо разделить заготовку по дуге окружности, используют вместо горизонтального стола круглый стол (рис. 13.16). С помощью шкалы на поворотной части лимба 5 производят угловое деление в градусах или вместо лимба можно устанавливать делительный диск, с помощью которого осуществляют простое деление. Червяк 1 вводят в зацепление с червячным колесом 2 путем поворота эксцентриковой втулки 4 против часовой стрелки до упора, предварительно освободив винт рукояткой 3. После этого зажимают стол рукоятками 6.
Стол имеет круглую горизонтальную планшайбу 7 Ø250 мм с тремя Т-образными пазами,
в которых крепятся тиски или непосредственно обрабатываемая заготовка.
Кинематическая схема станка представлена на рис. 13.17. Главное движение - вращение фрезы или возвратно-поступательное вертикальное перемещение долбяка с
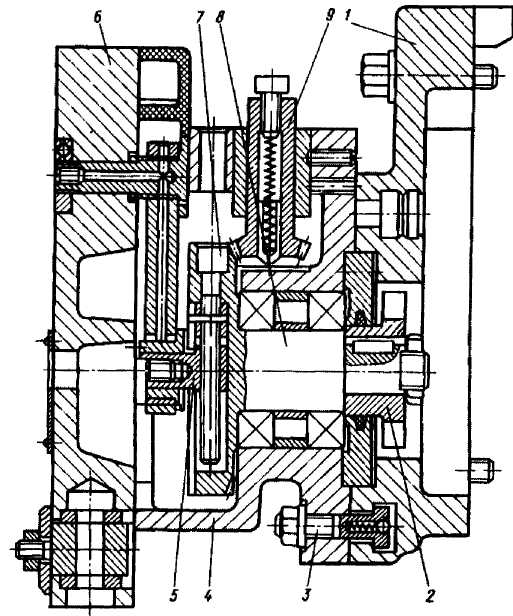
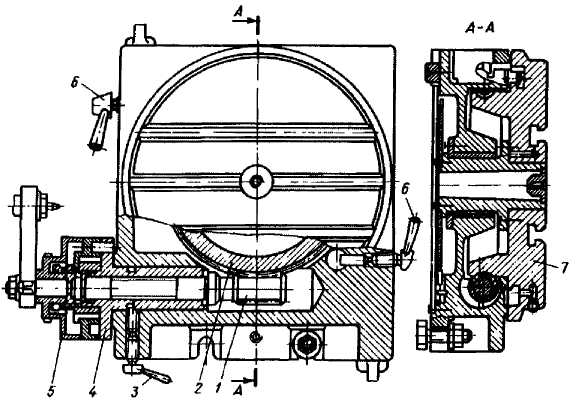
Рис. 13.15. Долбежная головка Рис. 13.16. Круглый стол