Техническая характеристика станка
Размеры обрабатываемой детали, мм: (диаметр ... 2500, высота ... 1600); Число суппортов ... 2; Число частот вращения планшайбы ... 18; Пределы частот вращения планшайбы, об/мин ...1,6 – 80; Число подач суппортов ... 18 ; Пределы подач суппортов, мм/об ... 0,09-16.
работы по упорам.
Стол станка. На рис. 3.13 показана конструкция стола рассматриваемого станка. В корпусе 1 установлен шпиндель 4, верхней и нижней опорами которого служат подшипники 3 и 14, регулируемые гайками 13. На шпинделе установлена планшайба 5, сцентрированная по диаметру D1. Вал 10 с конической шестерней 15 и цилиндрической 8 установлен в корпусе на опорах 9 и 11. Вращение с коробки скоростей передается на планшайбу через шестерни 15, 8 и 2. Осевые нагрузки, действующие на планшайбу, воспринимают плоские направляющие 6 с текстолитовыми накладками. Смазка направляющих и подшипника 3 принудительная, через штуцера 7 и 12. Остальные опоры смазываются стоком масла. Выточка в планшайбе сделана для возможности центрирования приспособлений.
Токарно-затыловочные станки
Основные методы затылования. Для придания задней поверхности (затылкам) зубьев режущего инструмента надлежащей формы, обеспечивающей наличие заднего угла резания, применяется специальная обработка, называемая затылованием. Затылованная часть зуба инструмента при его обработке получает форму архимедовой спирали за счет согласованного вращательного движения детали и поступательного движения инструмента (резца).
Архимедова спираль практически обеспечивает неизменность заднего угла и профиля режущей кромки затылованных зубьев при переточках их по передней грани.
Чтобы получить затылованный зуб фрезы, одновременно с ее вращением резцу сообщается поступательное движение (рис 3.14, а) в направлении к оси фрезы.
Принудительное движение резца совершается с помощью кулачка, очерченного по архимедовой спирали. Кулачок показан на рис. 3.14, б.
Число оборотов кулачка настраивается из расчета одного полного оборота за время поворота затылуемой фрезы на один зуб. При этом кулачок переместит резец вперед на величину подъема кулачка, т. е. на величину падения затылка h. Как только резец сойдет с кривой затылка и попадет во впадину зуба, он быстро отойдет назад, так как ролик, связанный с резцом, в этот момент под действием пружины соскальзывает с высшей
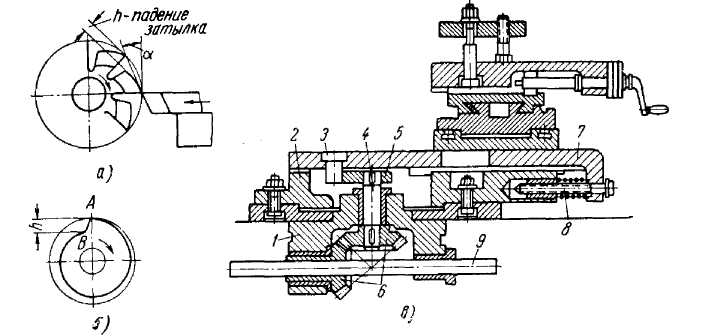
Рис. 3.14. Схема затылования:
Зуба фрезы (а), кулачок (б) и суппорт универсального токарно-затыловочного станка (в)
точки А в низшую точку В кулачка. При дальнейшем вращении кулачка ролик опять получает медленное поступательное движение в сторону оси фрезы, а резец будет обрабатывать следующий зуб.
Величина h падения затыловочной поверхности зуба определяется по величине заднего угла α, который принимают в пределах 8-15°. Значение величины падения находят по формуле
h
=![]() tgα,
tgα,
где D - диаметр фрезы в мм; z - число зубьев.
Инструментом при затыловании может быть не только резец, но и абразивный круг, устанавливаемый в специальном приспособлении, представляющем собой верхний дополнительный суппорт, несущий шлифовальный круг. Последний приводится во вращение от отдельного электродвигателя через ременную передачу. Шлифованием обрабатывается закаленный инструмент.
На рис. 3.14, в показан суппорт универсального токарно-затыловочного станка. По направляющим станины перемещается нижняя каретка суппорта 1, снабженная кронштейном, через который проходит валик 4. Последний получает вращение от валика 9 через коническую передачу 6. На верхнем конце валика 4 жестко закреплен кулачок 5, прижимаемый к пальцу 3, закрепленному в поперечных салазках 7, пружиной 8, расположенной между нижней поворотной частью 2 и поперечными салазками 7. Медленное рабочее движение поперечной подачи резца вперед осуществляется кулачком 5, а быстрый отвод резца - пружиной 8. Кулачки делаются сменными в зависимости от величины падения затылка зуба.
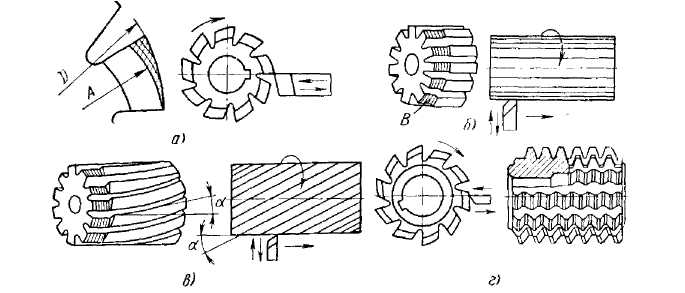
Существуют различные методы затылования.
Метод радиальной подачи (рис. 3.15, а) применяют при обработке дисковых фрез. Движения при затыловании фрезы диаметром D показаны стрелками на схеме. Обработку ведут до тех пор, пока не будет снята вся заштрихованная часть и профиль зуба будет очерчен по архимедовой спирали, показанной стрелкой А. Металл на спинке зуба