

Шлифование зубьев конических колес
Станки для шлифования зубьев конических колес делятся на две основные группы: станки для колес с прямой линией зубьев (прямозубых) и станки для колес с круговой линией зубьев. В пределах каждой группы станки различаются по параметрам обработки и форме шлифовального круга.
Инструмент для шлифования конических зубчатых колес. Для шлифования конических зубчатых колес используют шлифовальные круги, отличающиеся по форме, абразивному материалу, зернистости, связке и классу точности. Характеристики кругов приведены в табл. 12.8.
Зернистость шлифовального круга выбирают, исходя из требований, предъявляемых к качеству поверхности шлифуемого зуба. При повышенных требованиях к шероховатости поверхности (зубчатые колеса кинематических передач) применяют круги 16-го номера зернистости. При повышенных требованиях к качеству поверхностного слоя (колеса силовых передач) применяют круги зернистости 40-го номера. В остальных случаях рекомендуется использовать круги 25-го номера зернистости.
Твердость шлифовального круга влияет как на его работоспособность и стойкость,
Таблица 12.8.
Характеристики шлифовальных кругов для зубошлифования
конических колес

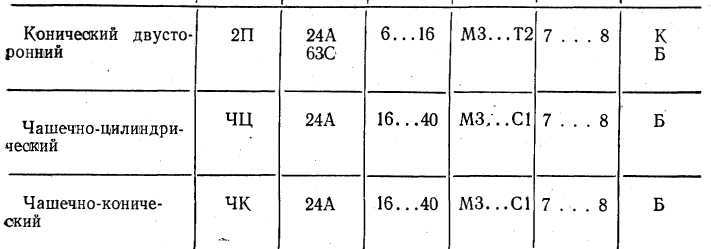
так и на качество обрабатываемой поверхности зубьев. При шлифовании зубчатых колес из стали марки 40Х среднего модуля (2 ... 6 мм) рекомендуется применять шлифовальные круги твердостью СМ1 или СМ2, для обработки колес малого модуля - круги твердостью С1. Зубчатые колеса из цементируемых сталей следует шлифовать кругами твердостью МЗ или СМ1.
Зубошлифовальный полуавтомат 5А870В для конических колес
с круговыми зубьями
Полуавтомат 5А870В предназначен для шлифования зубьев конических колес с круговой линией зубьев. Обработка осуществляется по методу обката плосковершинным производящим инструментальным колесом, зуб которого воспроизводится рабочими поверхностями чашечно-цилиндричеекого шлифовального круга. Круг одновременно .шлифует разноименные стороны и дно впадины зуба колеса при двустороннем методе и одну сторону зуба и дно впадины при одностороннем методе обработки. Снятие
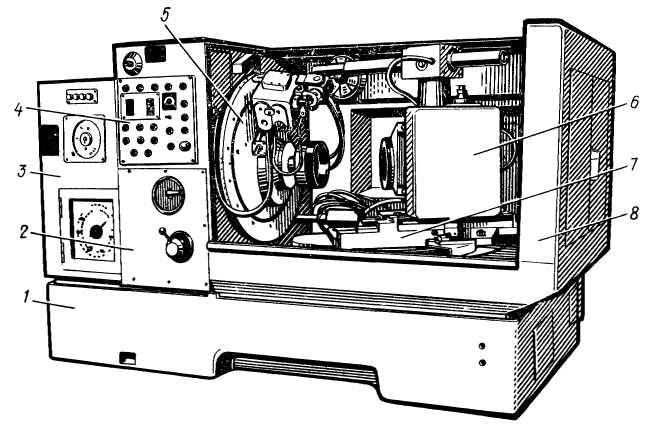
Рис. 12.30. Зубошлифовальный полуавтомат 5А870В для конических колес:
1 - станина, 2 - механизм управления, 3 - стойка люльки, 4 - пульт управления, 5 - люлька, 6 - бабка изделия, 7 - стол, 8 – ограждение
стружки осуществляется при вращении люльки с инструментом в направлении против хода часовой стрелки. В конце каждого рабочего хода люлька останавливается, затем изделие отводится ог шлифовального круга и происходит деление на следующий зуб. В конце холостого хода люльки (по часовой стрелке) изделие подводится к кругу.
Программа работы полуавтомата включает в себя черновую и чистовую правку шлифовального круга, черновое и чистовое шлифование, выхаживание.
Полуавтомат 5А870В (рис. 12.30) состоит из станины 1, на которой с левой стороны жестко закреплена стойка люльки 3, а с правой расположен стол 7 с бабкой изделия 6.
Внутри стойки размещена люлька 5, совершающая движение обката. В расточке люльки смонтирован эксцентрик с гильзой, несущей шлифовальный шпиндель. К торцу люльки над шлифовальным кругом прикреплен механизм правки.
На передней стенке стойки размещен пульт управления 4, ниже которого находится рукоятка крана, управляющего перемещением стола и зажимом изделия. В нише стойки
под дверкой размещен механизм управления 2 с диском и упорами. Гитара обката находится с задней стороны стойки. Рабочая зона полуавтомата защищена ограждением 8 с вентилятором, отсасывающим аэрозоли типа масляного тумана, возникающего при шлифовании. Бабка изделия 6, несущая на себе шпиндель изделия, гитару деления и гидравлическое устройство зажима оправки с заготовкой, поворачивается на круговых направляющих.
Кинематическая схема зубошлифовального полуавтомата 5А870В (рис. 12.31) состоит из следующих основных кинематических цепей: главного движения, обката, деления и распределения припуска.
Цепь главного движения связывает вращение регулируемого электродвигателя Ml мощностью 3,2 кВт с вращением шлифовального круга (Ин). Настройку цепи
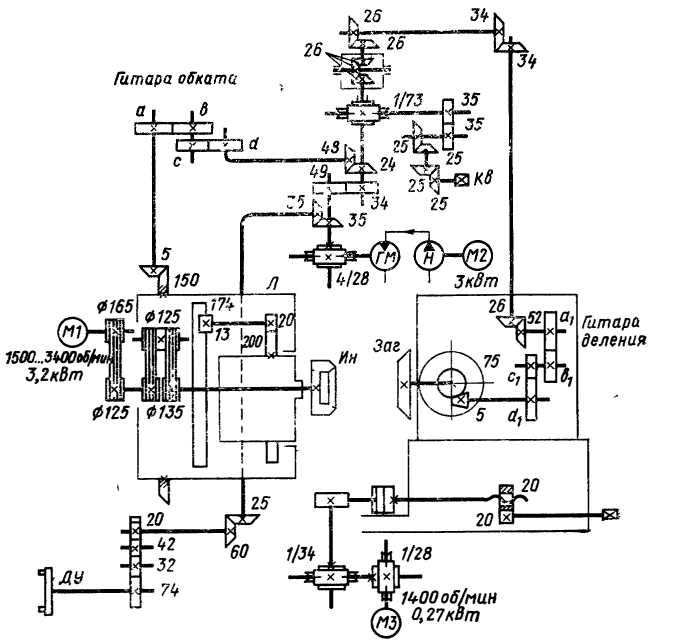
Рис. 12.31. Кинематическая схема зубошлифовального полуавтомата 5А870В
осуществляют изменением частоты вращения электродвигателя при памощи потенциометра, находящегося на пульте управления. В табл. 12.9 приведена частота вращения шлифовального круга для 12 ступеней настройки и указана получаемая при этом скорость шлифования для кругов различного диаметра. Превышать указанные значения скоростей для кругов диаметром 175, 200 и 215 мм нельзя исходя из требований техники безопасности.
Таблица 12.9.