

Обозначение компонентов шлифовальных кругов
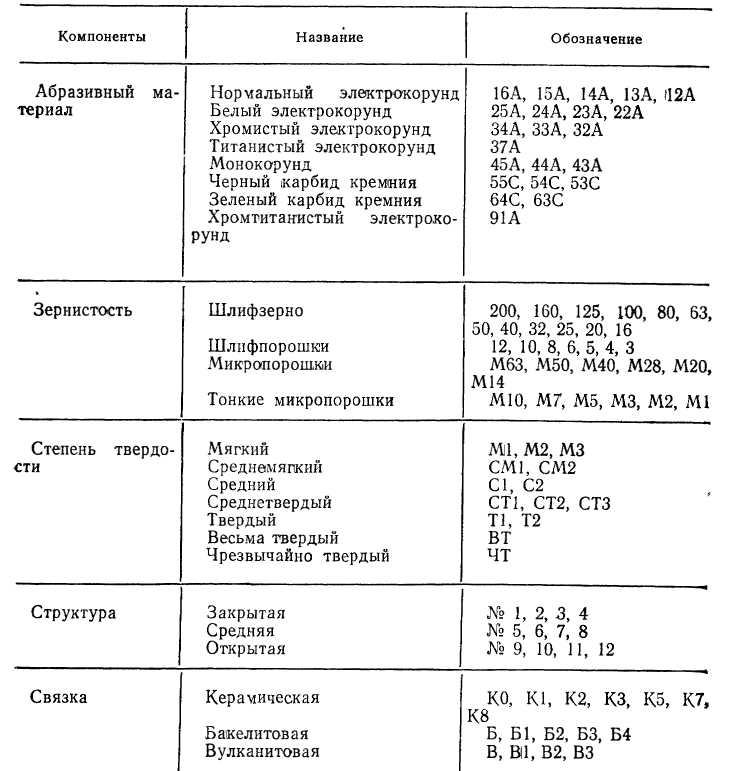

На торцовой поверхности круга маркируются
основные его данные. На рис. 12.27. приведен пример
маркировки шлифовального круга, изготовленного
Челябинским абразивным заводом (ЧАЗ), из белого
электрокорунда (24А), зернистость - № 25, степень
твердости - мягкий (МЗ); структура средняя (8), связка
керамическая (К5), круг прямого профиля (ПП), наружный
диаметр 400 мм, высота круга 80 мм, диаметр отверстия 203
Рис 12.27. Пример мм, допустимая окружная скорость 35 м/с.
маркировки абразивного В качестве червячных шлифовальных кругов
круга используют шлифовальные круги прямого профиля (ПП).
Готовый к работе червячный круг проверяют специальными
шаблонами или под микроскопом.
Зубошлифовальный полуавтомат 5в833
Зубошлифовальный полуавтомат 5В833 предназначен для шлифования зубьев цилиндрических прямозубых и косозубых колес по методу обката с непрерывным делением в условиях серийного и крупносерийного производства червячным шлифовальным кругом. Привод шлифовального круга и изделия осуществляется от отдельных синхронных электродвигателей. Правка червячного круга производится непосредственно на полуавтомате стальными накатниками, алмазными резцами или алмазными роликами, но может осуществляться и вне основного полуавтомата на специальном правочном станке модели 5033.
Полуавтомат 5Б833 (рис. 12.28.) .состоит из станины 1, по горизонтальным продольным направляющим которой перемещается шлифовальная бабка 10, а по поперечным направляющим - стойка 21. В станине под крышкой 6 размещена гидравлическая аппаратура управления. Краном 3 устанавливают режим работы полуавтомата-цикл
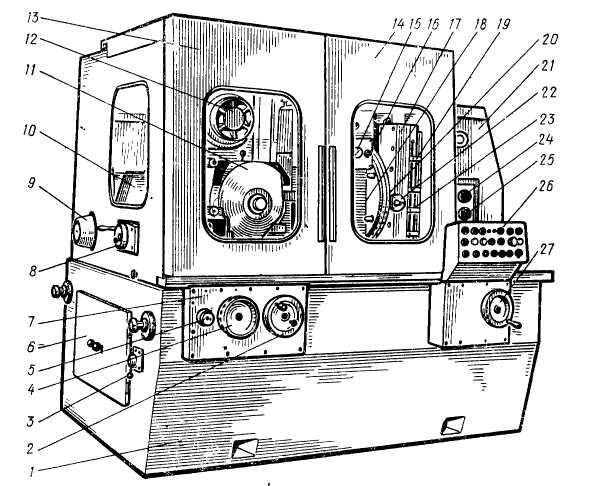
Рис. 12.28. Зубошлифовальный полуавтомат 5В833: 1 - станина, 2 - маховик радиального перемещения шлифовальной бабки, 3 - кран установки режима, 4 - маховик радиального врезания, 5 - головка установки единичной подачи, 6 - крышка гидростанции, 7 - плита управления, 8 - маховик механизма правки, 9 - привод правки, 10 - шлифовальная бабка, 11 - кожух шлифовального круга, 12 - вентилятор, 13, 14 - ограждение, 15 - манометр торможения, 16 - винт установки давления манометра, 17 - каретка, 18 - суппорт, 19 - кулачок ограничения хода каретки, 20 - линейка, 21 - стойка, 22 - квадрат поворота суппорта, 23 - кулачок изменения величины нагрузки, 24, 25 - лимбы установки подачи, 26 - пульт управления, 27 - маховик перемещения стойки
или правка. На передней стенке станины на плите 7 находятся маховик 2 установки шлифовальной бабки на межосевое расстояние, маховик 4 установки общей величины радиального врезания, головка 5 установки величины единичной подачи шлифовального .круга. С правой стороны станины расположен маховик 27 перемещения стойки, здесь же находится основной пульт управления 26.
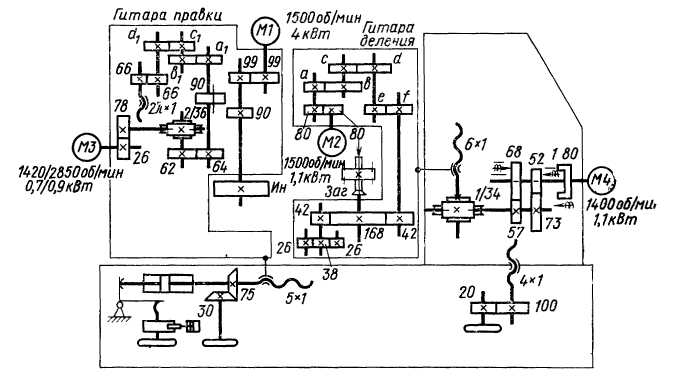
Рис. 12.29. Кинематическая схема зубошлифовального полуавтомата 5В833
Шлифовальная бабка 10 служит для размещения шпинделя шлифовального круга со своим синхронным приводом, а также для размещения механизма правки с электродвигателем 9. Маховик 8 служит для перемещения каретки с правящим инструментом. Шлифовальный круг закрывается кожухом 11. На стоике 21 находится каретка 17 с суппортам 18 Поворот суппорта на угол производится вращением квадрата валика 22. На переднюю стенку суппорта выведен манометр 15 с установочным винтом 16. Кулачками 19 ограничивается ход каретки 17, а кулачками 23 осуществляется изменение величины нагрузки, контролируемой манометром 15. На передней стенке стойки размещены лимбы 24 и 25 которыми устанавливают величину подачи. Рабочая зона закрыта дверками I3 и 14. Отсос аэрозолей из рабочей зоны производится вентилятором 12.
Кинематическая схема полуавтомата (рис. 12.29) состоит из следующих основных кинематических цепей: главного движения, деления, подачи и правки
Цепь главного движения связывает вращение синхронного электродвигателя Ml мощностью 4 кВт с вращением инструмента (Ин). Червячный шлифовальный круг (Ин) вращается с частотой 1150 об/мин.
Кинематическая цепь деления связывает вращение синхронного электродвигателя М2 мощностью 1,1 кВт с вращением заготовки (Заг). Так как синхронные электродвигатели М2 и Ml вращаются с одинаковой частотой и составляют так называемый «электровал», то через них получается кинематическая связь между инструментом (Ин) и заготовкой (Заг).
Формула настройки цепи деления:
![]()
где К–заходность червячного шлифовального круга; z- число шлифуемых зубьев; а, Ь, с, d, e, f - числа зубьев сменных зубчатых колес гитары деления.
Таблица настройки гитары деления на число зубьев от 12 до 200 приведена в руководстве по эксплуатации полуавтомата.
Кинематическая цепь подачи связывает вращение электродвигателя М4 мощностью 1,1 кВт с перемещением каретки суппорта от ходового винта 6×1. Величина подачи устанавливается в пределах от 3,78 до 165 мм/мин бесступенчато регулированием магнитного потока, создаваемого катушками муфты скольжения.
Кинематическая цепь правки связывает вращение шлифовального круга (Ин) с перемещением правящего инструмента от ходового винта 2π × 1. Гитара правки настраивается по формуле
![]()
где mn- нормальный модуль червячного круга: a1, b1, c1, d1- числа зубьев сменных колес.