

Настройка продольных подач
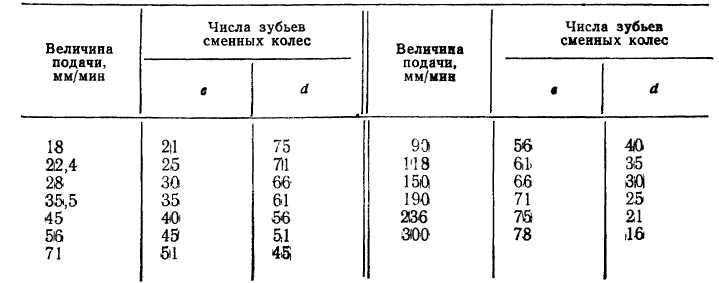
Таблица 12.6.
Настройка упоров барабана подачи

 Угол скрещивания
γ образуемый
осями шевера и
Угол скрещивания
γ образуемый
осями шевера и
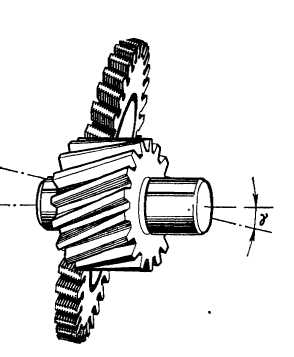
обрабатываемого колеса (рис. 12.25), определяется по формуле
![]()
где β - угол наклона зубьев обрабатываемого колеса; βш—угол наклона зуба шевера. Знак плюс ( + ) ставится при одноименном наклоне зубьев колеса и шевера, знак минус (–) при разноименном.
Угол подачи ω устанавливается поворотом стола при осуществлении диагонального шевингования, Величина угла определяется по формуле
![]()
где Ьш —ширина шевера; Ь-ширина венца обрабатываемого колеса; γ-угол скрещивания.
Рис. 12.25. Образование
угла скрещивания
Начальное межосевое расстояние между шевером и колесом устанавливают таким образом, чтобы избежать их заклинивания при начальной стадии работы. Для этого
между зубьями шевера и колеса должен быть боковой зазор 0,02 … 0,05 мм.
Зубошлифовальные станки
Для получения более правильной формы зуба и снижения шероховатости его поверхности закаленные колеса подвергают шлифованию Шлифование зубьев, так же как и их нарезание, производят двумя методами - огибанием (обкаткой) и копированием
Метод огибания основан на использовании относительных движений рейки и зубчатого колеса (рис. 12.26, а,б) или червяка и червячного колеса (рис. 11.26, в) Торцовые поверхности двух и более шлифовальных кругов лежат в плоскости боковых сторон зубьев воображаемой рейки, по которой катится без проскальзывания шлифуемое зубчатое колесо. При шлифовании по методу копирования (рис. 12.26, г) дисковый шлифовальный круг правят алмазными карандашами, так чтобы его профиль в радиальном сечении соответствовал профилю впадины зубчатого колеса.
Все зубошлифовальные станки по своей кинематической структуре незначительно отличаются от зуборезных станков, работающих по тому же методу.
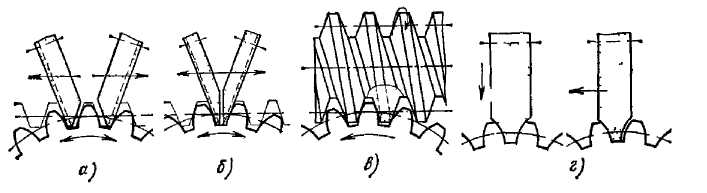
Рис. 12.26. Схемы зубошлнфования
1
Зубошлифовальные станки по своим конструктивным особенностям, а также по форме используемого шлифовального круга разделяются на пять типов.
Станки, работающие червячным шлифовальным кругом, являются наиболее высокопроизводительными. На них возможно шлифовать зубья модулем менее 1 мм. Точность обработки находится в пределах 3... 5-й степени по ГОСТ 1643 -72.
Станки, работающие коническим шлифовальным кругом, обладают наибольшей универсальностью среди других типов зубошлифовальных станков. На них достаточно простым способом возможно получить фланкированный профиль зуба.
Станки, работающие двумя тарельчатыми шлифовальными кругами, позволяют получать высокое качество поверхностного слоя обрабатываемого зуба при высокой точности шлифования (3... 4-я степень).
Станки, работающие плоской стороной дискового шлифовального круга, имеют наиболее короткую кинематическую цепь, что позволяет обрабатывать эталонные зубчатые колеса и зуборезный инструмент (шевера и долбяки) по 2 ... 4-й степени точности (ГОСТ 1643 -72).
Станки, работающие профильным шлифовальным кругом, дают возможность обрабатывать зубчатые колеса внутреннего зацепления.
Инструмент для шлифования цилиндрических зубчатых колес. В качестве инструмента на зубошлифовальных станках применяют шлифовальные круги Шлифовальные круги различают по типу, абразивному материалу, зернистости, степени твердости, структуре, виду связки и классу точности. Типаж шлифовальных кругов определяется ГОСТ 2424-75. Для зубошлифования используют круги типов ПП, 2П, 4П, ЗТ, 1Т. Шлифовальные круги общего назначения изготовляют трех классов точности АА, А и Б, которые определяют предельные отклонения наружного диаметра, высоты и диаметра посадочного отверстия круга. Характеристика компонентов, принятых для обозначения шлифовальных кругов, приведена в табл 12.7.
Характеристика шлифовальных кругов, применяемых для зубошлифования риводятся в специальных таблицах.
Таблица 12.7.