

Колес методом обкатки
твердости и требуемых параметров шероховатости поверхности зубьев.
аналогичны шевинговальным станкам. Зубохонингование происходит при окружной скорости хона, примерно в 2 раза превышающей окружную скорость шевера.
Горизонтальный зубошевинговальный полуавтомат 5702в
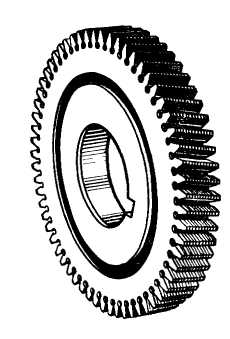
Инструмент для шевингования зубьев. Шевингование цилиндрических зубчатых колес производится цилиндрическим шевером. Шевер (рис. 12.22) представляет собой закаленное прямозубое или косозубое колесо с канавками на профиле зубьев, расположенными перпендикулярно оси шевера или (направлению его зубьев. Косозубые шеверы изготовляют с правым или левым направлением зубьев и углами их наклона 5, 10 и 15°. В большинстве случаев шеверы имеют простое число зубьев, чтобы при шевинговании числа зубьев шевера и колеса по возможности не имели общих множителей.
Шеверы изготовляют как стандартизованными (ГОСТ 8570-57), так и по отраслевым нормалям. Шеверы номинального диаметра 85 мм изготовляют с углом наклона винтовой линии 10°, а шеверы номинальных диаметров 180 н 240 мм с углом наклона винтовой
линии 5 и 15°. Стандартные шеверы изготовляют трех классов
Рис. 12.22. Шевер точности А, В и С. При шевинговаиии зубчатых колес шевером
дисковый класса А достигается 6-я степень, шевером класса В - 7-я степень,
а шевером класса С - 8-я степень точности по ГОСТ 1643-72
 Пример условного обозначения дискового
шевера модуля 3 мм с числом
зубьев z0
= 73, углом наклона βа=
15°, класса точности В;
Пример условного обозначения дискового
шевера модуля 3 мм с числом
зубьев z0
= 73, углом наклона βа=
15°, класса точности В;
шевер m З×73 ×15° В ГОСТ 8570-57.
Зубошевинговальный полуавтомат 5702В предназначен для чистовой обработки незакаленных прямозубых и косозубых цилиндрических колес внешнего зацепления.
На полуавтомате возможно шевинговать зубчатые колеса с продольной, диагональной и поперечной подачей, а также получать колеса с бочкообразной и конусной формой зуба.
При использовании в условиях крупносерийного и массового производства его оснащают загрузочным устройством и он работает как автомат.
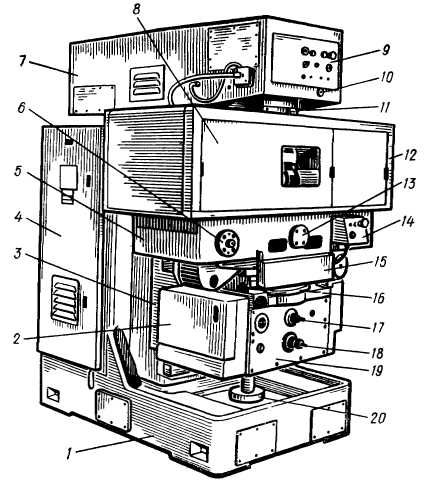
Полуавтомат 5702В (рис. 12.23) состоит из станины 1, по вертикальным направляющим 3 которой перемещается механизм подачи 19 с барабаном управления 2. В передней части основания станины закреплена гайка 20 винта подъема механизма подач.
На верхней плоскости станины смонтирован привод 7 шеверной головки. В основании
Таблица 12.4. станины размещены резервуары с маслом гидравлики
Настройка частоты и охлаждения, в средней части - аппаратура
вращения шевера электрооборудования и гидрооборудования 4. Стол 5
ч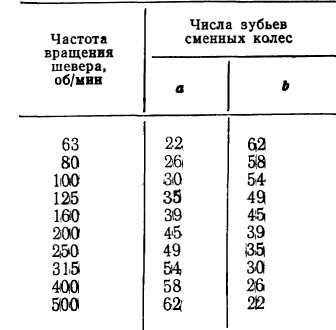 ерез
поворотную плиту 15
базируется на корпусе
ерез
поворотную плиту 15
базируется на корпусе
механизма подач. Плита со столом может быть повернута относительно вертикальной оси станка на
угол «диагональной подачи», отсчитываемый по
круговой линейке 16. Внутри стола на оси 13
смонтирован качающийся стол, на котором закреплены
бабки изделия. При шевинговании обычных колес
стол зажимается фиксаторами 6. Шеверную головку 11,
несущую на себе шевер, можно повернуть на угол до 35° в обе стороны вращением квадрата вала 10. На приводе шеверной головки 7 находится главный пульт управления 9, второй пульт 14 расположен на столе. Механизм подачи стола состоит из привода и механизма радиального врезания.
Ручное перемещение механизма подачи производится вращением валика 17.Валик 18служит для соединения штока-рейки гидроцилиндра с винтом подачи. Рабочая зона полуавтомата закрыта ограждением 12 с крышками 8.
 При наладке полуавтомата производятся
следующие операции: установка
сменных зубчатых колес в главном приводе
по выбранной частоте вращения шевера,
установка сменных колес гитары продольной
подачи стола, установка упоров на
барабане радиальной подачи, установка
угла скрещивания,
При наладке полуавтомата производятся
следующие операции: установка
сменных зубчатых колес в главном приводе
по выбранной частоте вращения шевера,
установка сменных колес гитары продольной
подачи стола, установка упоров на
барабане радиальной подачи, установка
угла скрещивания,
Рис. 12.23. Зубошевинговальный
полуавтомат 5702В:
1 - станина, 2 - барабан управления, 3 - направляющие, 4 - гидропривод, 5 - стол, 6 - фиксатор качающегося стола, 7 - привод шеверной головки, 8 - крышка, 9 - главный пульт, 10 - квадрат поворота шеверной головки, 11 - шеверная головка, 12 - ограждение, 13 - ось качания стола, 14 - вспомогательный пульт, 15 - поворотная плита, 16 - круговая линейка, 17 - ручное перемещение механизма подачи, 18 - валик соединения штока рейки, 19 - механизм
подач, 20 - гайка
межосевого расстояния и величины хода стола. Настройка гитар осуществляется исходя из кинематики полуавтомата.
Кинематическая схема полуавтомата 5702В (рис. 12.24) состоит из следующих основных кинематических цепей: главного движения, продольной подачи стола и радиальной подачи консоли
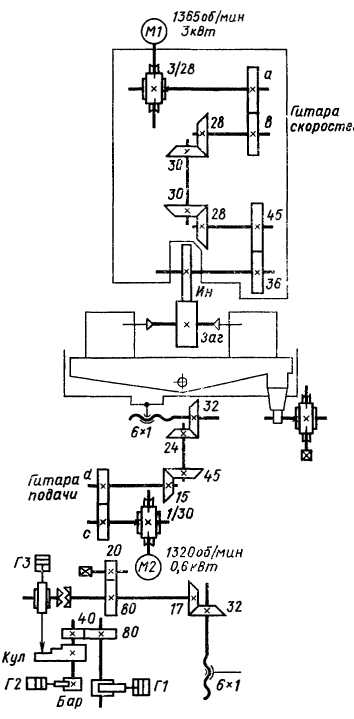 Цепь главного
движения связывает
вращение главного электродвигателя
Ml
мощностью 3 кВт с вращением
инструмента (Ин).
Настройка цепи
осуществляется по формуле
Цепь главного
движения связывает
вращение главного электродвигателя
Ml
мощностью 3 кВт с вращением
инструмента (Ин).
Настройка цепи
осуществляется по формуле
![]()
где а и Ь - числа зубьев сменных зубчатых колес.
Настраиваемая частота вращений шевера приведена в табл. 12.4.
Кинематическая цепь продольной подачи связывает вращеине электродвигателя М2 мощностью 0,6 кВт с перемещением стола, сообщая ему прямолинейное возвратно-поступательное движение продольной подачи Настройка цепи осуществляется по формуле
S= 66∙![]() ,
,
где S - продольная подача, мм/мин; с и d — числа зубьев сменных колес гитары подачи.
По нормативам продольная подача выбирается в мм на один оборот изделия, а затем переводится в устанавливаемую в мм/мин по формуле S (мм/мин) =s (мм/об) ∙ nизд (об/мин). Значения устанавливаемых на полуавтомате продольных подач приведены в табл. 12.5,
Рис. 12.24. Кинематическая схема зубошевинговального полуавтомата 5702В
Кинематическая цепь радиальной подачи связывает вращение кулака (Кул) с перемещением стола от вертикального ходового винта 6x1. Угол поворота кулака ограничивается упорами барабана (Бар). Величина радиальной подачи стола определяется по формуле sрад=0,02∙п, где s - радиальная подача, выраженная в мм на ход стола, мм/дв. ход; п - число интервалов между соседними упорами барабана.
Пример настройки упоров барабана: необходимо снять припуск на толщину зуба ∆S=0,16 мм, при этом величина общей радиальной подачи, учитывая угол профиля α=20о, составит:
![]()
Шевингование в данном случае производится за 10 работах ходов согласно табл. 12.6.
Таблица 12.5.