

Шлицефрезерный универсальный полуавтомат 5350а
Полуавтомат 5350А предназначен для нарезания шлицевых валов и цилиндрических зубчатых колес червячной фрезой по методу обката. Полуавтомат имеет горизонтальную компоновку, при которой обрабатываемое изделие закрепляется в центрах шпинделя и задней бабки и приводится во вращение хомутиком.
Полуавтомат (рис. 12.17) состоит из станины 1,
Рис. 12.16. Червячные
шлицевые фрезы: имеющей две пары горизонтальных направляющих:
а - с усиками, б - без усиков по передним - перемещается задняя бабка 15, а по
задним - каретка 13. Внутри станины справа
находится резервуар гидросистемы с маслоуказателем 17 и фильтром 16, а слева резервуар для охлаждающей жидкости. Делительная коробка 3, жестко закрепленная на
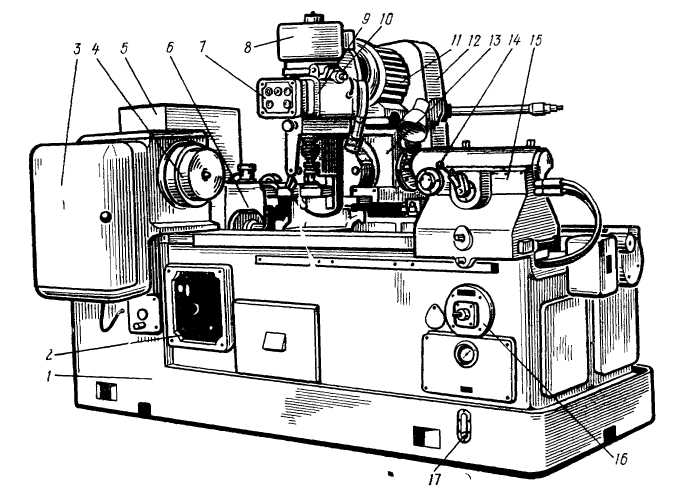
Рис. 12.17. Шлицефрезерный универсальный полуавтомат 5350А:
1 – станина, 2 - пульт управления, 3 - делительная коробка, 4 - шпиндель изделия, 5 - электрошкаф, 6 - коробка подач, 7 - верхний пульт, 8 - маховик, 9 -- фрезерная головка, 10 - квадрат осевого перемещения фрезы, 11 - главный привод, 12 -кожух сменных шкивов, 13 -каретка14 - рукоятка перемещения пиноли, 15 -задняя бабка, 16 - фильтр гидравлики, 17 - маслоуказатель гидравлики,
станине, содержит шпиндель изделия 4 с делительной червячной передачей. На переднем конце шпинделя расположены центр с поводком или цанговый зажим.
Коробка передач 6, расположенная с левой стороны станины, осуществляет передачу движения на делительную коробку и ходовой винт перемещения каретки. Каретка 13 несет на себе фрезерную головку 9 с маховиком и пультом управления 7, а также главный электродвигатель 11. Передача вращения от главного электродвигателя осуществляется ременной передачей со сменными шкивами, закрытыми кожухом 12.
Управление станком осуществляется с двух пультов. На пульте 2 находятся кнопки включения гидронасоса, освещения и подачи охлаждающей жидкости, на верхнем пульте 7 - кнопки управления циклом. Аппаратура управления сосредоточена в электрошкафу 5. Фрезерный шши цель может перемещаться вдоль своей осц-При вращении вручную валика 10, а шноль задней бабки перемещается гидравлически при повороте рукоятки 14.
Кинематическая схема полуавтомата 5350А (рис. 12.18) состоит из следующих кинематических цепей: главного движения, деления и подач.
Цепь главного движения связывает вращение главного двухскоростного электродвигателя Ml мощностью 6,5/7,5 кВт с вращением фрезы (Ин), обеспечивая ей частоту вращения 80, 100, 125, 160, 200 и 250 об/мин. При наличии сменных шкивов частота вращения инструмента может быть повышена до 320,400, 500 об/мин.
Цепь деления связывает вращение фрезы (Ин) с вращением заготовки (Заг) через гитару деления, формула настройки которой
![]()
где z-.число зубьев нарезаемого шлицевого вала; А, В, С и D - числа зубьев сменных колес гитары деления. Таблица настроек гитары деления на число зубьев от 4 до 54 приведена в руководстве по эксплуатации полуавтомата.
Цепь подачи связывает вращение заготовки с перемещением фрезерной головки от ходового винта 10×1. Настройка цепи осуществляется гитарой подачн по формуле
![]()
где s -подача, мм/об; К, L, M, N - числа зубьев сменных колес Величины настраиваемых на полуавтомате подач приведены в табл. 12.3.
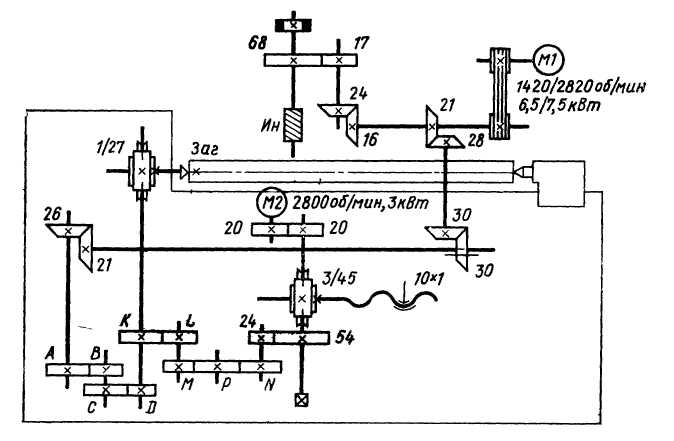
Рис. 12.18. Кинематическая схема шлицефрезерного полуавтомата 5350А
Установка инструмента. Червячную шлицевую фрезу устанавливают так, чтобы ее зубья были расположены симметрично оси заготовки. Для этого используют приспособление, закрепляемое на корпусе фрезерной головки во время наладки. Вращением маховика 8 и валика 10 (рис 12.17), фреза подводится к пальцу приспособления до положения одновременного касания ее зубьев конической поверхности пальца; при этом передние грани зуба фрезы должны совпадать с плоскостью лыски пальца.
Таблица 12.3.