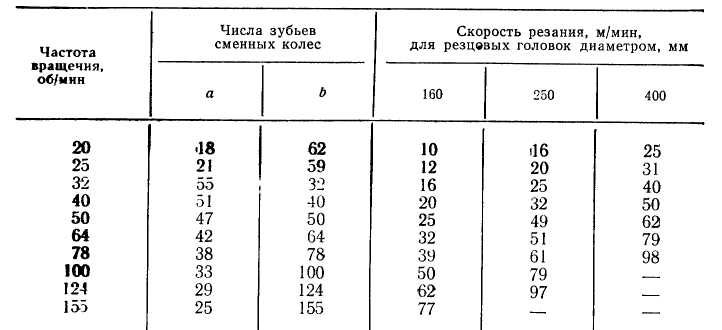
Частота вращения резцовой головки
Цепь деления связывает вращение гидромотора ГМ с вращением заготовки (Заг). Деление осуществляется во время холостого хода при возвращении люльки (Л) в исходное положение. При вращении гидромотора работает дифференциал, передающий дополнительное вращение участку цепи деления от муфты МФ2 до заготовки. Настройка цепи деления производится по формуле
![]()
где z - число зубьев нарезаемого колеса.
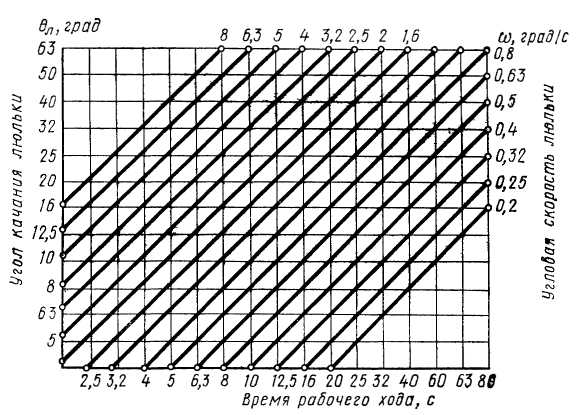
Рис. 12.15. Номограмма угловой скорости люльки
Цепь обката связывает вращение люльки (Л) с резцовой головкой и вращение заготовки. Настройка цепи производится по формуле
![]()
где z - число зубьев нарезаемого колеса; δω - угол начального конуса этого же колеса.
Цепь подачи связывает вращение электродвигателя М2 мощностью 2 кВт с поворотом люльки (Л) за единицу времени, т. е. с угловой скоростью качания люльки.
Настройка цепи производится но формуле
![]()
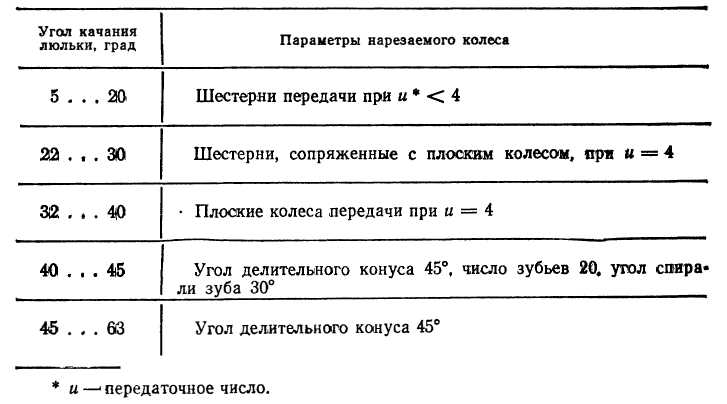
где ω1-угловая скорость качания люльки, град/с, которую выбирают по номограмме, приведенной на рис. 12.15, в зависимости от угла качания люльки θл (табл. 12.2) и времени цикла, определяемого по нормативам режимов резания.
Таблица 12.2.
Рекомендуемые значения угла качания люльки
Цепь управления связывает вращение люльки (Л) с вращением диска управления ДУ. Цепь настраивают на минимально возможную величину угла качания люльки, определяемую практически при настройке полуавтомата. Излишне большой угол качания люльки ухудшает шероховатость поверхности зубьев и увеличивает нагрузку на резец. Недостаточный угол качания приведет к недопрофилированию нарезаемого зуба.
Настройка цели управления производится по формуле
![]()
где аду - угол качания диска управления; θл - угол качания люльки, град.
Цепь модификация связывает дополнительное вращение люльки (Л) и осевое перемещение червяка передачи 1/240 от модификатора МД. Настройка цепи производится по формуле
![]()
Второе выражение формулы настройки гитары модификатора
![]()
где Км - коэффициент модификации; Ем — эксцентриситет модификатора (Ем = 0…32,5 мм).
Нарезание шлицевых валов на шлицефрезерных станках
На шлицефрезерных станках осуществляют нарезание шлицевых валов по методу обката или копирования. По конструктивному исполнению шлицефрезерные станки делятся на горизонтальные и вертикальные Наибольшее распространение получили станки с горизонтальным расположением оси изделия.
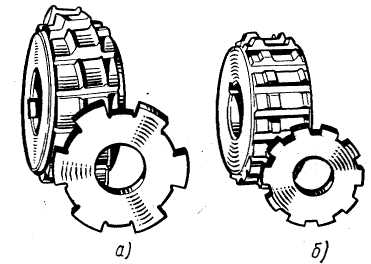
Инструмент для нарезания шлицев. Для нарезания на валах шлицев применяют червячные и дисковые фрезы„ а также шлицевые протяжки. Наибольшее распространение получили червячные фрезы. Зубья фрез для нарезания прямоточных шлицев имеют специальный профиль, при этом для каждого диаметра вала и числа зубьев требуется.
отдельная фреза (рис. 12.16). При центрировании шлицевых валов по внутреннему диаметру зубья фрезы снабжены ушками (рис. 12.16, а), прорезающими канавки в местах перехода внутреннего диаметра к боковой поверхности шлица. При центрировании вала по наружному диаметру на зубьях фрезы таких усиков не делают (рис. 12.16, б).
Червячные фрезы для нарезания эвольвентных шлицев имеют конструктивное исполнение зубьев, аналогичное червячным модульным зуборезным фрезам. Такой фрезой нарезают шлицы .на валах всех размеров, но одного модуля.