

Лобовые и карусельные станки.
Лобовые станки. Для обработки коротких заготовок большого диаметра и небольшой длины типа шкивов, больших зубчатых колес, маховиков в индивидуальном производстве и в ремонтных мастерских применяют токарные лобовые станки. По внешнему виду они отличаются от токарных станков сравнительно малой длиной и большим (до 4 м) диаметром планшайбы, а также отсутствием задней бабки. На рис. 3.5 приведены лобовые станки с суппортом, установленным на одной станине со шпиндельной бабкой (рис. 3.5, а) и с обособленным суппортом (рис 3.5, б).
Станки состоят из следующих основных узлов: передней бабки 1 с коробкой скоростей и главным электродвигателем 2, планшайбы 3, суппорта 4. Станок с общей станиной имеет коробку подач 5, передающую движение на ходовой вал 6. Станки с обособленным суппортом предназначены для обработки особо крупных деталей, превышающих диаметр планшайбы. Для этого в фундаменте под планшайбой делают
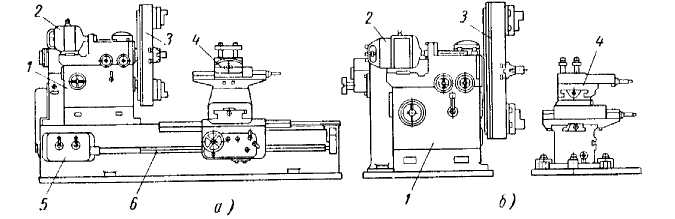
Рис. 3.10. Лобовые токарные станки:
а - со станиной; б - без станины
выемку. Привод подачи суппорта такого станка осуществляется или от отдельного двигателя, или храповым устройством от шпинделя станка.
В настоящее время ввиду невысокой точности, сложности установки заготовки, а также низкой производительности лобовые станки применяют редко; их вытеснили более совершенные карусельные станки.
Карусельные станки применяют для обработки тяжелых деталей большого диаметра и сравнительно небольшой длины; на них можно производить почти все виды токарных работ. Горизонтальное расположение плоскости круглого стола (планшайбы), на котором крепится заготовка, значительно облегчает ее установку и выверку, что весьма затруднено при обработке больших тяжелых заготовок на токарных и токарно-лобовых станках.
Карусельные станки выпускаются одностоечными с планшайбой диаметром до 1,6 м и двухстоечными с более крупными планшайбами для обработки деталей диаметром до 18 м и более; имеются токарно-карусельные станки, на которых можно обрабатывать детали диаметром до 24 м.
Токарно-карусельные станки применяют для обработки тяжелых деталей большого диаметра и сравнительно небольшой длины. На этих станках можно выполнять почти все токарные операции. Горизонтальное расположение плоскости круглого стола (планшайбы), на котором закрепляется заготовка, значительно облегчает ее установку и выверку. Кроме того, шпиндель разгружен от изгибающих сил, что обеспечивает более высокую точность обработки деталей. Токарно-карусельные станки изготовляют двух типов; одностоечные и двухстоечные. Станки с планшайбой диаметром до 1600 мм
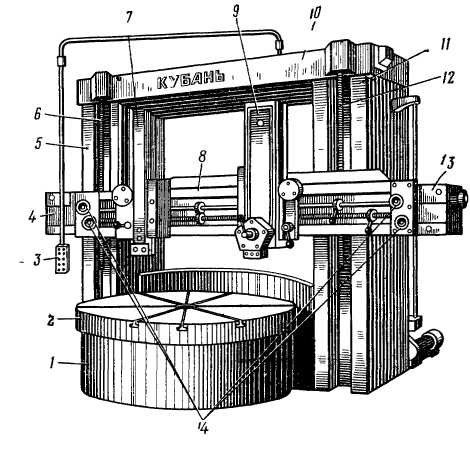
Р ис. 3.11. Токарно-карусельный одностоечный станок
обычно одностоечные, а станки с планшайбами большего диаметра - двухстоечные.
 Токарно-карусельный станок мод. 1512.
Станок универсальный, предназначен
для токарной обработки крупных деталей
типа корпусов, маховиков и т. п. Общий
вид одностоечного токарно-карусельного
станка показан на рис. 3.11. Станина 1
жестко скреплена со стойкой 9, имеющей
вертикальные направляющие
для
перемещения по ним траверсы
6 и бокового 10 суппорта с четырех
-местным резцедержателем 12. На
станине на круговых направляющих
расположена планшайба 2 для установки
на ней обрабатываемых деталей или
приспособлений. Коробка скоростей
размещена внутри станины. На
горизонтальных направляющих траверсы
может перемещаться вертикальный
револьверный суппорт 5 с пятипозиционной
револьверной головкой 4. Привод подач
револьверного суппорта и бокового
суппорта 10 осуществляется от коробки
подач 7 и 11. Перемещения револьверного
суппорта вручную производят маховичками
8, а бокового суппорта маховичками 13.
Токарно-карусельный станок мод. 1512.
Станок универсальный, предназначен
для токарной обработки крупных деталей
типа корпусов, маховиков и т. п. Общий
вид одностоечного токарно-карусельного
станка показан на рис. 3.11. Станина 1
жестко скреплена со стойкой 9, имеющей
вертикальные направляющие
для
перемещения по ним траверсы
6 и бокового 10 суппорта с четырех
-местным резцедержателем 12. На
станине на круговых направляющих
расположена планшайба 2 для установки
на ней обрабатываемых деталей или
приспособлений. Коробка скоростей
размещена внутри станины. На
горизонтальных направляющих траверсы
может перемещаться вертикальный
револьверный суппорт 5 с пятипозиционной
револьверной головкой 4. Привод подач
револьверного суппорта и бокового
суппорта 10 осуществляется от коробки
подач 7 и 11. Перемещения револьверного
суппорта вручную производят маховичками
8, а бокового суппорта маховичками 13.
Рис. 3.12. Двухстоечный токарно-карусельный станок мод. 1525
Двухстоечные токарно-карусельные станки выпускаются мод. 1520, 1Л525 1525, 1Л532, имеющих унифицированные узлы и отличающихся в основном своими габаритными размерами, массой и размерами обрабатываемых деталей.
Общий1 вид токарно-карусельного станка мод. 1525 показан на рис. 3.12. Станок имеет следующие основные узлы: стол 1, планшайбу 2, стойки 5 и 11, скрепленные между собой балкой 10. По вертикальным направляющим стоек с помощью вертикальных ходовых винтов 6 и 12 от отдельного электродвигателя может перемещаться траверса 8. По горизонтальным направляющим могут перемешаться два вертикальных револьверных суппорта 7 и 9. Суппорты приводятся в движение двумя одинаковыми коробками подач 4 и 13. В обычном исполнении станок не имеет бокового суппорта. С подвесной кнопочной станции 3 производят дистанционно управление станком. Маховичками 14 осуществляют ручное перемещение суппортов. Коробки скоростей и подач оснащены электромагнитными муфтами, которые облегчают управление станком и работу суппортов станка по упорам.
По особому заказу для станка могут быть поставлены боковой cynnopт с коробкой подач; правый вертикальный неповоротный суппорт; приспособление для обработки фасонных поверхностей; приспособлении для нарезания резьб; приспособление для
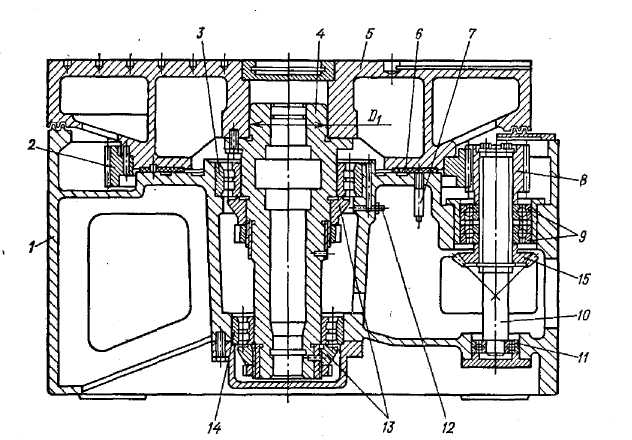
Рис. 3.13. Стол токарно-карусельного станка