

Зуборезный полуавтомат 527в для нарезания конических колес с круговыми зубьями
При обработке конических колес с круговыми зубьями в качестве производящего колеса принимают плоское колесо 1 (рис. 12.10) с дуговыми зубьями радиуса r. Заготовка 2 в процессе обработки обкатывается с производящим колесом, зубья которого воспроизводятся резцовой головкой 3, вращающейся вокруг точки Ох.
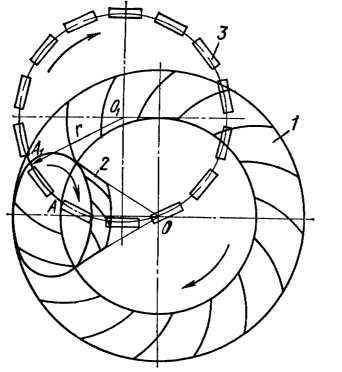

Рис. 12.10. Схема нарезания Рис. 12.11. Схема установки заготовка для
конических колее нарезании конических колес
с круговыми зубьями с круговыми зубьями
Профиль резцов соответствует профилю зубьев производящего колеса. Проходя на участке АА1 они имитируют один зуб.
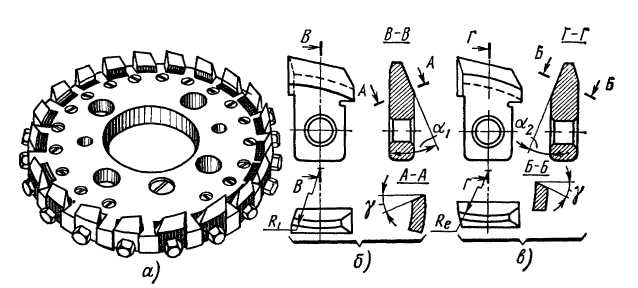
Рис. 12.12. Резцовая головка
При обработке колес с круговыми зубьями необходимо осуществить следующие формообразующие движения: главное движение вращение резцовой головки вокруг точки О1; движение обката - согласованное вращение люльки (производящего колеса) и заготовки; движение деления - поворот заготовки на обработку следующего зуба.
Согласованность вращения люльки 1 (рис. 12.11) и заготовки 2 достигается сменными колесами 4, рассчитываемыми в зависимости от числа зубь«в нарезаемого колеса. Вершины резцов 3 должны передвигаться по образующей внутреннего конуса нарезаемого колеса; для этого колеса необходимо установить под углом φi внутреннего конуса к плоскости, в которой передвигаются вершины резцов.

Рис. 12.13. Зуборезный полуавтомат 527В:
1-станина, 2 - крышка приводной коробки. 3 - крышка коробки гидрооборудования и диска управления, 4 - пульт управления, 5 - крышка гитары модификатора, 6 -стойка, 7-гитара обката, 8 -люлька, 9- резцовая головка, 10 - изделие, 11-траверса, 12 - бабка изделия, 13 - крышка гитары деления, 14 - вал осевой установки бабки, 15 - валик фиксаций бабки изделия 16 - квадрат вала установки стола, 17 -стол, 18 - рукоятка крана охлаждения. 19 - гидропанель, 20 - рукоятка управления столом и гидрозажимом
Заготовка должна быть установлена относительно центра станка в правильное положение. Центром станка называется точка, в которой пересекаются горизонтальная ось 002 люльки, ось 001 шпинделя бабки и вертикальная ось О поворотного стола. Через центр стола должна проходить плоскость, в которой передвигаются вершины резцов головки, и с центром стола должна совпадать вершина начального производящего конуса нарезаемого колеса.
Резцовая головка (рис. 12.12,а) выполняется в виде диска с пазами, в которые вставляют и крепят резцы перпендикулярно торцовой плоскости диска. Резцы бывают наружные (рис. 12.12,б) и внутренние (рис. 12.12,в). Кроме-того, резцы подразделяются на праворежущие и леворежущие, отличающиеся только расположением режущих кромок.
Полуавтомат 527В предназначен для нарезания зубьев конических и гипоидных колес с круговыми зубьями в условиях мелкосерийного, крупносерийного и массового производства. Работа осуществляется по методу обката, врезания а во комбинированному методу. Делительный поворот изделия производится периодически на один шаг после окончания профилирования впадины одного зуба колеса.
Полуавтомат 527В (рис. 12.13) состоит из станины 7, на правой стороне которой находится стол 17 с бабкой изделия 12. Установка стола в продольном направлении производится за квадрат вала 16. Слева на станине установлена стойка 6, несущая на себе люльку 8 с резцовой головкой 9. Стойка 6 и бабка изделия 12 соединены сверху траверсой
11,в которой находятся делительный механизм и гитара обката 7. Основные механизмы
привода и управления находятся в стоике: под крышкой приводной коробки 2 - привод подачи, гитара подачи гитара управления; под крышкой 3 - гидрооборудование, под крышкой 5 -гитара модификатора.
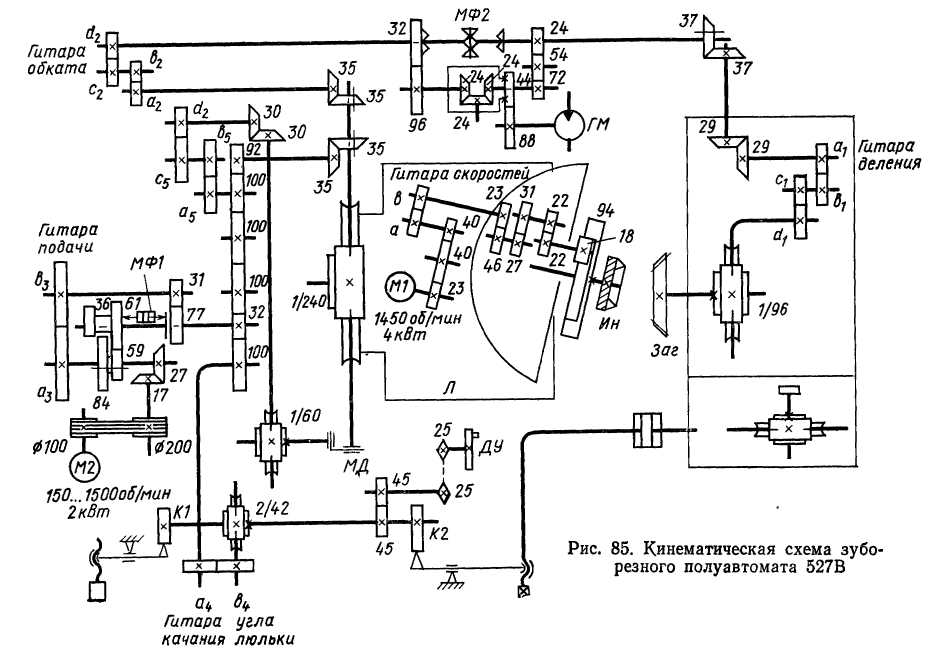
Рис. 12.14 . Кинематическая схема зуборезного полуавтомата 527В
Главный пульт управления 4 расположен на передней стенке стойки а дублирующий пульт на задней ее стенке. Главный привод находится в люльке 8. Рукояткой крана 18 подают охлаждение в зону резания, а рукояткой 20 управляют движением стола и гидрозажимом изделия через гидропанель 19.
В бабке изделия 12 размещен шпиндель для установки и крепления изделия 10, а также под крышкой 13 - гитара деления. Бабка изделия вдоль оси изделия перемещается вращением вала осевой установки 14, а фиксация бабки - валиком 15.
Кинематическая схема полуавтомата (рис. 12.14) состоит из следующих основных цепей: главного движения, деления, обката, подачи, управления и модификатора.
Цепь главного движения связывает вращение электродвигателя Ml мощностью 4 кВт с вращением резцовой головки (Ин). Настройка цепи производится по формуле
![]()
где nин - частота вращения резцовой головки, об/мин; а и b - числа зубьев сменных колес гитары скоростей. В табл. 12.1 приведена настраиваемая частота вращения резцовой головки
Таблица 12.1.