

Зубострогальный полуавтомат мод. 5т23в для обработки прямозубых конических колес.
Станок предназначен для нарезания прямозубых конических колес диаметром до 125 мм и модулем до 1,5 мм методом обкатки. На станине 1 (рис. 12.3) слева располагается стойка люльки 2 с планшайбой 3, в радиальных направляющих которой находятся каретки 4 с резцами. Каретки с резцами попеременно совершают возвратно-поступательное движение навстречу друг другу. Планшайба 3 смонтирована в круговых направляющих и п обкатке вращается вокруг горизонтальной оси , имитируя производящее колесо В продольн направляющих станины смонтирован стол 5, несущий бабку 6 изделия. На оправку ее шпинделя насаживают нарезаемую заготовку и закрепляют с помощью гидрозажима. Делительная бабка 6 может поворачиваться вокруг вертикальной оси для установки оси шпинделя (заготовки) под углом φ0 к оси планшайбы (производящего колеса)
Рабочий цикл станка. При нажиме на пусковую кнопку происходит подвод резцов и включается движение суппортов, изделия и качение люльки Два последних движения составляют обкатное движение, необходимое для образования профиля зуба.
После окончания обкатки зуба резцы отводятся назад, а люлька начинает быстро
поворачиваться в обратную сторону. При этом изделие продолжает вращаться в ту же сторону, что и при рабочем ходе. По окончании обратного поворота люльки цикл повторяется. Поскольку за время обратного хода люльки изделие продолжает вращаться вперед, то к моменту начата следующего цикла будет пропущено определенное число зубьев zi, не имеющее общего множителя с числом зубьев нарезаемого колеса Поэтому при повторении цикла столько раз, сколько зубьев в нарезаемом колесе, произойдет нарезание всех зубьев. Рассмотрим основные кинематические цепи станка (рис. 12.4).
Привод главного движения. Движение от электродвигателя 1 передается через клиноременную передачу 2-3, зубчатые колеса 4 - 5 - 6 - 7 и далее через сменные колеса а - b зубчатому колесу 8, сидящему на центральном валу люльки. Далее движение передается через колесо 9 кривошипным дискам 12, от которых при помощи шатуна получают качательное движение резцовые суппорты.
Резцовые суппорты должны быть установлены на угол конусности впадины зуба, вычисленный по формуле
![]()
где sв - ширина впадины зуба на начальной окружности, равная толщине зуба колеса, сцепляющегося с нарезаемым, hн - высота ножки зуба; Le - длина образующей делительного конуса.
Для узловой установки суппортов необходимо сначала включить станок толчковой кнопкой и установить люльку приблизительно на нуль по указателю 1 (рис. 12.5), отжать шесть гаек 2, гайку 3 и, поворачивая валик 4, установить необходимый угол по шкалам 5. После этого затянуть гайки. Угловая установка каждого суппорта производится раздельно
Привод подачи. Движение подачи от электродвигателя 27 (см, рис. 12.4) постоянного тока через клиноременную передачу 28 - 29, зубчатые колеса 30-31, 32-33, 38-39-40 и червячную пару 41- 42 передается распределительному валу 1, который делает один оборот за время нарезания одного зуба. На распределительном валу сидят четыре кулачка. Один из них предназначен для нарезания при комбинированном резании (К3) два других
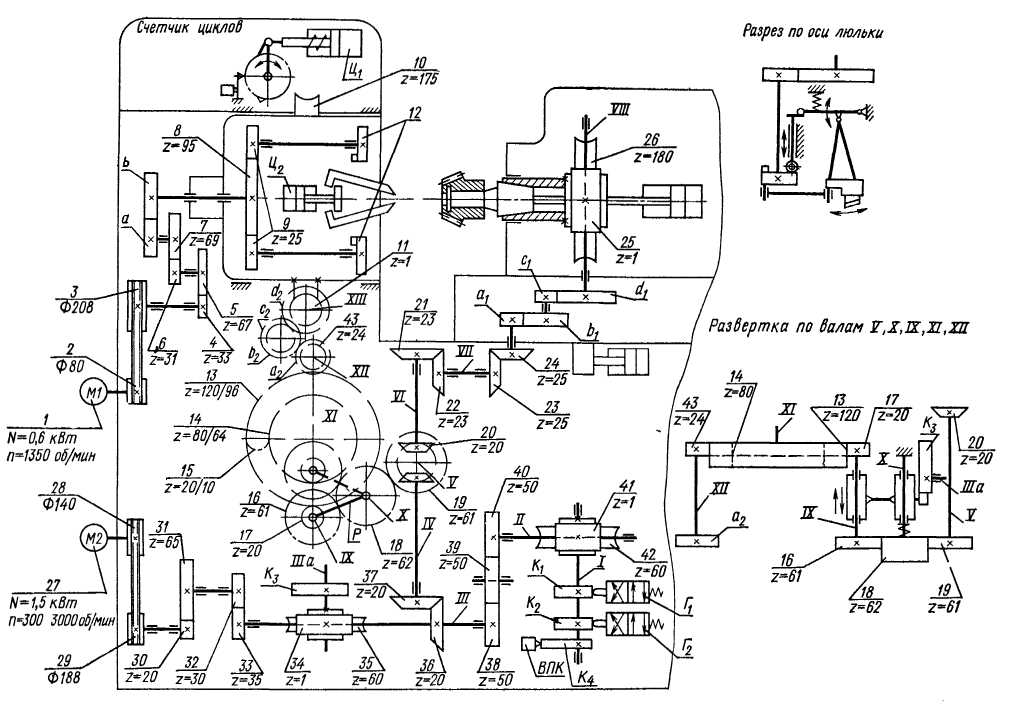
Рис. 12.4 . Кинематическая схема зубострогального