

Вертикальный зубодолбежный полуавтомат 5i22
Зубодолбежный полуавтомат 5122 предназначен для нарезания долбяками цилиндрических зубчатых колес внешнего и внутреннего зацепления, в том числе валов-шестерен, зубчатых реек, зубчатых секторов и кулаков. Ось нарезаемого изделия располагается на полуавтомате вертикально. Установка межосевого расстояния, а также врезание на глубину зуба производятся перемещением стола с изделием. Обеспечение зазора между долбяком и нарезаемым зубчатым колесом при холостом ходе долбяка осуществляется отводом долбяка в направлении общей оси долбяка и изделия или под углом к основному отводу смещением стойки в поперечном направлении

Рис. 11.9. Зубодолбежный полуавтомат 5122:
1 - станина, 2 - лимб настройки на межосевое расстояние, 3 - стол, 4 - квадрат ручного поворота привода, 5 - крышка кулисного механизма, 6 - коробка круговых подач, 7 - суппорт, 8 - пульт управления, 9 - стойка, 10 - главный привод, 11 - гитара подач, 12 - проставка, 13 - электрошкаф, 14 - гидростанция
Полуавтомат 5122 (рис. 11.9) состоит из станины 1, внутри которой находятся резервуары для охлаждающей жидкости и гидросистемы. Сверху станины закреплен промежуточный корпус 12, называемый проставкой, на котором установлена стойка 9. В проставке размещены механизм врезания, гидроцилиндр подвода стола, а также гитара деления. Стол 3 с червячной делительной передачей перемещается по направляющим станины с помощью гидроцилиндра. Сбоку стола находятся конец вала и лимб 2 для установки межосевого расстояния.
Стоика 9 может быть смещена в поперечном направлении по корпусу 12 и зажата на
нем. В стойке под крышкой 10 смонтирован главный привод, под дверкой 5 находится кулисный механизм, связанный со штосселем суппорта Под крышкой 11 расположена гитара подач. На передней стенке стойки находятся пульт управления 5, а также квадратный конец 4 вала ручного поворота привода. Сверху стойки укреплены суппорт 7 и коробка круговых подач 6. В суппорте расположены штоссель с червячной делительной передачей и пружина штосселя. Электрошкаф 13 и гидростанция 14 вынесены на пределы полуавтомата
При наладке полуавтомата производятся следующие операции: установка и крепление инструмента, крепление и выверка изделия, настройка цепи деления, настройка частоты движения долбяка, настройка круговой подачи, установка общей величины врезания и врезания по рабочим ходам, установка величины хода штосселя, установка положения долбяка относительно изделия, установка межосевого расстояния.
Кинематическая схема зубо-долбежного полуавтомата 5122 (pис. 11.10) состоит из следующих основных цепей: главного движения, круговых подач, деления и цепи отвода долбяка (при его холостом ходе).
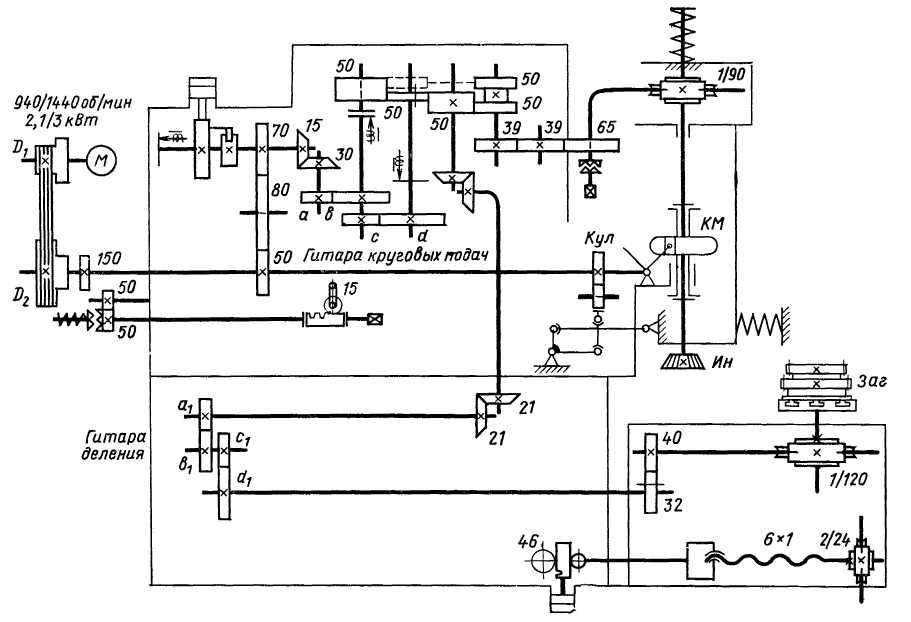
Рис. 11.10. Кинематическая схема зубодолбежного полуавтомата 5122
Рассмотрим основные формообразующие движения, необходимые для изготовления зубчатого цилиндрического колеса.
Техническая характеристика станка
Наибольший диаметр обрабатываемого колеса, мм ... 200; Наибольшая ширина венца нарезаемого колеса, мм … 50; Наибольший модуль нарезаемых зубчатых колес, мм ... 5; Номинальный диаметр устанавливаемого долбяка, мм … 100; Частота движения долбяка, дв. ход/мин … 200-850; Подача, мм/дв. ход: (круговая ... 0,16-1,6, радиальная … 0,003 - 0,286); Мощность главного привода, кВт ... 2,1/3; Масса станка, т … 4,4,
Цепь главного движения в станке (рис. 11.10). Возвратно-поступательное движение долбяка 2 осуществляется от двухскоростного двигателя М (п = 940/1440 мин-1; N = 2,1/3 кВт) через клиноременную передачу D1/D2 и приводной вал с кулисным механизмом 7, от
которого движение передается штосселю, осуществляющему возвратно-поступательное движение долбяка.
Расчетные перемещения:
п мин-1 электродвигателя → п дв. ход/мин долбяка.
Число двойных ходов долбяка в минуту
![]()
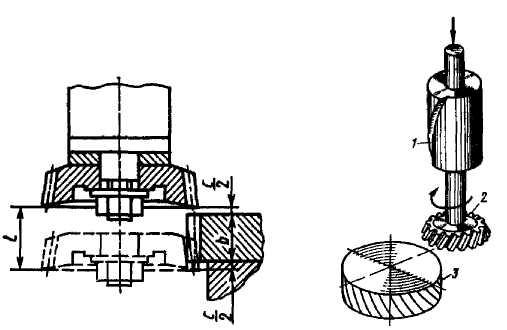
где vcр — выбранная средняя скорость резания, м/мин; l = b + с - длина хода долбяка, мм (рис. 11.11); b - ширина заготовки, мм; с - пробег на выход долбяка в обе стороны, мм.
Частоту движения щтосселя соответствует частоте вращения приводного вала. Уравнение кинематического баланса цепи главного движения:
![]() =
п
дв. ход/мин долбяка.
=
п
дв. ход/мин долбяка.
Вращение долбяка - круговая подача. В зубодолбежных станках под круговой подачей Skp понимают длину дуги поворота долбяка по делительной окружности за один его двойной ход. Следовательно, цепь подачи соединяет вращение долбяка и перемещение штосселя.
Расчетные перемещения цепи подачи:
1 дв. ход долбяка → Sкр мм/дв. ход.
На станке 5122 цепь круговых
подач разделена на цепь черновых
подач и цепь чистовых подач. Во время
осуществления черновых подач в гитаре
подач работают сменные колеса
![]() (
( см.
рис, 11.10), а во время чистовых - все колеса
гитары
см.
рис, 11.10), а во время чистовых - все колеса
гитары
![]() .
.
Переключение с черновых подач на чистовые производится электромагнитными муфтами ЭМ1 и ЭМ2.
Рис. 11.11. Схема Рис. 11.12. Долбяк для нарезания колес с винтовыми зубьями:
хода долбяка 1 - подвижная часть направляющего копира; 2 - долбяк; 3 - заготовка
Схема цепи черновых
подач следующая: кулисный механизм 1,
цилиндрические передачи
![]() коническая передача
коническая передача
![]() сменные колеса
сменные колеса![]() гитары
подач, цилиндрические передачи
гитары
подач, цилиндрические передачи![]()
![]() , червячная передача
, червячная передача![]() Так как одному двойному ходу долбяка
соответствует один оборот вала с кулисным
механизмом, то уравнение кинематического
баланса цепи черновых круговых подач
начинается от этого вала:
Так как одному двойному ходу долбяка
соответствует один оборот вала с кулисным
механизмом, то уравнение кинематического
баланса цепи черновых круговых подач
начинается от этого вала:![]()
![]() Формула наладки гитары
Формула наладки гитары
черновых подач;
![]()
где т - модуль долбяка; zд - число зубьев долбяка.
Формула наладки гитары цепи чистовых подач:
![]()
Для данного станка а + b = 100; с + d = 100.
Вращение заготовки - движение деления. При повороте долбяка на 1/zд заготовка 3
должна повернуться также на один зуб 1/z. Расчетныеперемещения:
![]() заготовки.
заготовки.
Уравнение кинематического баланса цепи деления:
![]()
откуда формула наладки гитары деления (a1/b1∙c1/d1) = zд/z.
При определении числа зубьев сменных колес необходимо учитывать следующие условия их сцепляемости; сг ≤ 96; а1 + b1= 120; с1 + d1 ≥107 при нулевом смещении стойки; c1 + d1 ≤ 102 при крайнем левом смещении стойки; с1 + d1 ≥ 115 при крайнем правом смещении стойки.
При нарезании зубчатых колес внутреннего зацепления между сменными колесами с1 и d1 устанавливают дополнительное колесо с числом зубьев е1, удовлетворяющим требованию d1 + е1 ≥121. При этом заготовка и долбяк будут иметь одинаковое направление вращения.
В руководстве по эксплуатации станка 5122 приведена таблица наладки гитары деления на число нарезаемых зубьев (10- 204), причем на каждое значение числа зубьев приведены два варианта наладки, зависящие от числа зубьев используемого долбяка. В одном варианте число зубьев сменного колеса ct равно числу зубьев долбяка (с1 = zд), а во втором в 2 раза больше его (с1= 2zд). Выбор варианта зависит от обеспечения условия сцепляемости по сумме чисел зубьев колес с1 и d1.
Нарезание зубчатых колес с винтовыми зубьями производят долбяками с винтовыми зубьями (рис. 11.12). В суппорте вместо прямых направляющих устанавливают специальные винтовые направляющие, шаг которых должен быть равен шагу винтовой линии зуба долбяка, применяемого для нарезания данного колеса. Винтовые направляющие состоят из двух частей; подвижной, закрепленной на шпинделе долбяка, и неподвижной, монтируемой в гильзе червячного колеса z = 90 (см. рис. 11.10). Неподвижная часть вращается вместе с червячным колесом, а подвижная во время возвратно-поступательного движения вместе со шпинделем долбяка получает принудительное дополнительное вращение.