

Зубодолбежные станки
Обработку колес на зубодолбежных станках осуществляют режущим инструментом, выполненным в виде зубчатого колеса, - долбяком. На этих станках нарезают прямозубые колеса наружного и внутреннего зацепления, а при наличии копира и косозубого долбяка - косозубые колеса. Кроме того, на станках можно нарезать блоки из нескольких колес. Достоинством станков является непрерывность работы без потери времени на подход к заготовке и выход из нее.
Методы образования профиля зубьев. При нарезании зубчатых колес на зубодолбежных станках различают две схемы профилирования зубьев: 1) относительное движение пары сопряженных цилиндрических колес (в этом случае режущий инструмент - зуборезный д о л б я к) и 2) относительное движение зубчатого колеса, сопряженного с рейкой (в этом случае режущим инструментом является зубчатая гребенка).
Первый способ профилирования зубьев нарезаемого колеса получил наибольшее распространение (рис. 11.4). Для снятия стружки режущему инструменту необходимо сообщить прямолинейное возвратно-поступательное движение вдоль оси заготовки (рис. 11.4, а). Кроме того, и долбяку, и заготовке необходимо сообщить движение обката, аналогичное вращению двух зубчатых колес, находящихся в зацеплении. В начале
обработки долбяк получает прямолинейное движение врезания на глубину, равную высоте нарезаемого зуба. Так как движение обката при этом не прекращается, на врезание затрачивается часть поворота заготовки, вследствие чего зубья, нарезанные на данном
участке, не имеют полного профиля и требуют дополнительного прохода.
Рассматриваемый метод позволяет также изготовлять косозубые зубчатые колеса. При этом применяют долбяки с винтовым зубом. С помощью специальных винтовых направляющих копиров долбяку сообщают винтовые движения относительно заготовки. При помощи долбяков можно изготовлять колеса с внутренним зацеплением (рис. 11.4, б).
В этом случае и долбяк, и заготовка вращаются в одном направлении. Данный способ
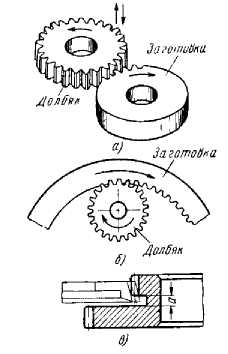
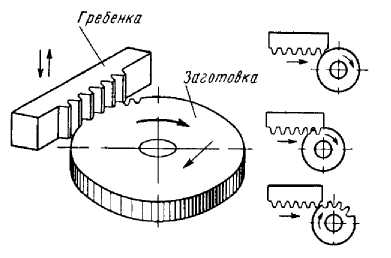
Рис. 11.4. Схема нарезания - Рис. 11.5. Схема нарезания
зубьев колеса зуборезным зубьев колеса зубонарезной
долбяком гребенкой
обеспечивает получение блоков зубчатых колес (рис. 11.4, в).
При профилировании зубьев колеса зуборезной гребенкой инструмент получает прямолинейное возвратно-поступательное перемещение вдоль оси заготовки, выходя из контакта в крайних положениях (рис. 11.5). При ходе вперед (вниз) снимается стружка, обратный ход - холостой. Заготовке непрерывно сообщают два движения: вращение вокруг оси и прямолинейную подачу вдоль рейки. Оба они связаны таким образом, что воспроизводят качение зубчатого колеса по рейке. Гребенка имеет обычно небольшую длину рабочей части, вследствие чего заготовка не может сделать полного оборота. Поэтому принята такая последовательность обработки (см. эскизы справа на рис. 11.5). Вначале заготовка подходит к режущей рейке и вступает с ней в контакт.
После поворота заготовки на два-три зуба режущая рейка останавливается и, поднимаясь, выходит из контакта с заготовкой. Затем заготовка получает прямолинейное перемещение вдоль рейки в обратном направлении до возвращения в исходное положение, после чего возобновляется рабочий ход. Процесс протекает до тех пор, пока не будут нарезаны все зубья.
Инструмент для зубодолбления. Нарезание зубчатых колес на зубодолбежных станках производится зуборезными долбяками. Дисковые прямозубые и косозубые долбяки (рис. 11.6) используют при нарезании блочных колес, у которых вторые венцы (или бурты) выступают за обрабатываемый зубчатый венец не более чем на 4 ... 5 модулей.
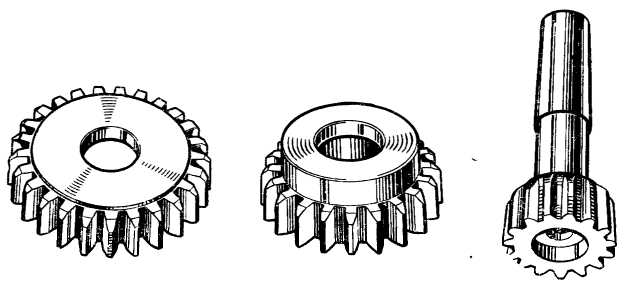
Рис. 11.6. Дисковый зубо- Рис. 11.7. Чашечный зубо- Рис. 11.8. Хвостовой зуборезный долбяк резный долбяк резный долбяк
Чашечные долбяки (рис. 11.7) используют при нарезании зубчатых колес с сильно выступающими вторыми венцами и колес с большой длиной зуба. Хвостовые долбяки
(рис. 11.8) используют для нарезания колес малого диаметра.
Одним и тем же долбяком можно нарезать зубчатые колеса с различным числом зубьев. Лучшие результаты по качеству обработки получаются, если число зубьев долбяка не будет равно или кратно числу зубьев нарезаемого колеса.
По конструктивному исполнению долбяки делятся на пять типов (дисковй прямозубый, дисковый косозубый - β=15° и 23°, чашечный прямозубый, хвостовой прямозубый, хвостовой косозубый - β=15° и 23°). Стандартные зуборезные долбяки изготовляют трех классов точности, (класс точности долбяка / степень точности нарезаемых зубчатых колес): А/6, А/7, В/8).