

Зубообрабатывающие станки
При всем разнообразии парка станков и режущего инструмента, применяемого для нарезания зубчатых колес различают два метода изготовления колес, а именно: метод копирования профиля режущего инструмента и метод обката (огибания), основанный на механическом воспроизводство зубчатого зацепления.
Нарезание колес по методу копирования осуществляется фрезерованием, строганием, шлифованием и протягиванием. Инструмент вырезает на заготовке впадины между зубьями, при этом профиль зуба соответствует профилю режущего инструмента. После обработки каждой впадины заготовку поворачивают на один зуб с помощью делительной головки. Данный способ имеет невысокие производительность и точность обработки. Инструментами при этом могут быть строгальный резец (рис. 11.1,а), модульные дисковая (рис. 11.1,б) и пальцевая (рис. 11.1,в) фрезы и фасонный шлифовальный крут (рис. 11.1,г).
Наиболее широкое распространение в практике получило механическое воспроизводство зубчатого зацепления — метод обката (огибания). Он заключается в том, что заготовке и инструменту сообщают движения, воспроизводящие сцепление пары сопряженных зубчатых колес или колеса с зубчатой рейкой; одновременно режущий инструмент совершает рабочее движение резания. Этот метод отличается от предыдущего более вьдсокими производительностью и точностью обработки, причем одним инструментом можно нарезать колеса данного модуля независимо от числа зубьев.
Рассмотрим этот метод несколько подробнее (рис. 11.2). При перемещении окружности а (или какой-то кривой линии) в плоскости последняя занимает ряд последовательных
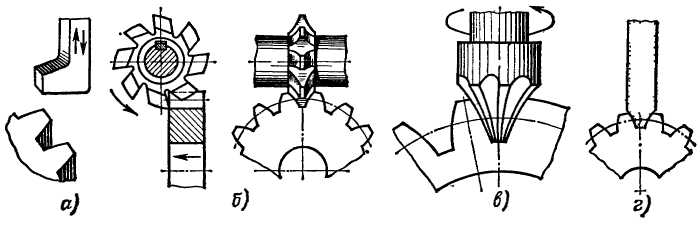
Ряс. 11.1 Схемы образования профиля зуба по методу копирования
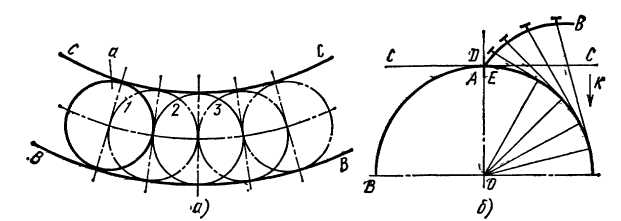
Рис. 11.2. Схема образования эвольвентой кривой
положений 1, 2, 3,…, изображенных штриховыми линиями (рис. 11.2,а). Кривые ВВ и СС, касающиеся окружности а во всех ее положениях, называют огибающими, а перемещающуюся окружность а (или кривую) - огибаемой.
На рис. 11.2,б показано образование эвольвентой кривой АВ, которую описывает точка А на прямой СС, если эту прямую перекатывать без скольжения в направлении стрелки к по неподвижной окружности. Отрезок DE, перпендикулярный к прямой АС в точке А, будет касаться эвольвентной кривой во всех положениях прямой СС. Это означает, что эвольвентная кривая в данном случае будет огибающей ряда последовательных положений отрезка DE, перемещающегося вместе с прямой АС и являющегося теперь огибаемым.
Таким образом, огибающей называют линию (прямую или кривую), касающуюся во всех положениях другой, перемещающейся в плоскости прямой или кривой линии, называемой огибаемой. Более точно огибающей называют геометрическое место точек пересечения бесконечно близких .кривых.
. Понятие об огибающей и огибаемой линиях положено в основу образования эвольвентного профиля зубьев резанием. При зубонарезании по методу огибания профили режущих кромок инструментов, перемещаясь, занимают относительно профилей зубьев колес ряд "последовательных положений, срезая при этом металл в тех местах, где должны быть впаданы между зубыши. Эвольвентные профили обрабатываемых зубьев возникают при этом как огибающие ряда указанных последовательных положений режущих кромок или, иначе, как огибающие ряда последовательные срезов металла. Поэтому такой метод профилирования зубьев носит название метода огибания или обката.
На рис. 11.3 представлено несколько примеров образования эвольвентных профилей зубьев колес методом огибания. Дня воспроизводства зубчатого зацепления колеса 1 и рейки 2 (рис. 11.3,а) необходимо осуществить, во-первых, качение колеса по рейке и, во-вторых, сообщись режущему инструменту воавратно-поступательное рабочее движение резания. Для получения эвольвентного црофиля зуба необходимо обеспечить определенное соотношение между вращением и поступательным движением колеса. Так, при повороте колеса на один зуб оно за это же время должно переместиться поступательно на величину шага зуба, на рис. 11.3,б во впадинах колеса 1 изображены последовательные положения профилей зубьев режущей рейки 2, по отношению к которым профили зубьев колеса
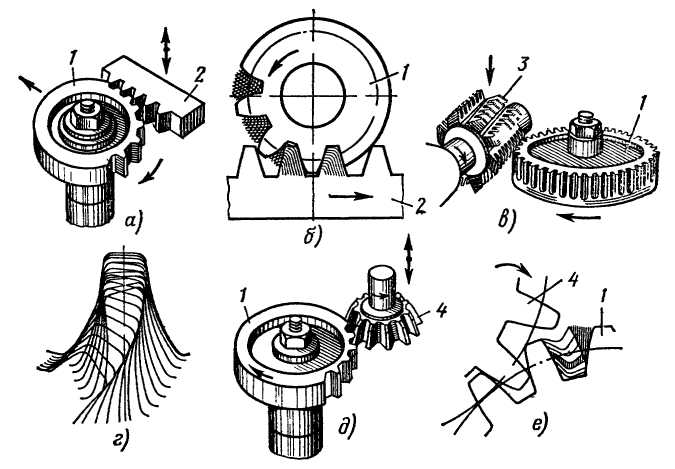
Рис. 11.3. Примеры образования эвольвентных профилей
являются огибающими.
При нарезании зубьев червячной фрезой 3 (рис. 11.3, в) последней сообщают вращательное движение резания и поступательное движение подачи. Одновременно заготовке 1 сообщают вращательное движение, направление которого зависит от направления витка фрезы. Если фреза правозаходная, то заготовка вращается против часовой стрелки, а если левозаходная,- то по часовой стрелке. Если сделать осевой разрез червячной фрезы, то будет видно, что ряд режущих зубьев фрезы образует зубчатую рейку. Эта рейка при каждом обороте фрезы смещается вдоль ее оси на величину шага червячной фрезы.
Рассматривая процесс фрезерования колеса червячной фрезой, можно установить сходство с процессом обработки колеса режущим инструментом - рейкой. Действительно, сопряженное вращение колеса и фрезы дает сочетание вращения колеса и поступательного движения режущей рейки. На рис. 11.3, г показан ряд положений режущих кромок зубьев фрезы в процессе обработки. Нетрудно видеть, что эвольвентные профили зубьев колеса образуются как огибающие ряды положений режущих кромок фрезы.
В практике нарезания зубчатых колес широко распространен метод .огибания, при котором режущим инструментом является долбяк 4 (рис. 11.3, д) которому сообщают возвратно-поступательное перемещение для обеспечения резания и согласованное вращение с заготовкой 1. На рис, 11.1, г изображено последовательное положение зубьев долбяка 4 относительно заготовки; при этом эвольвентньщ профиль зуба колеса будет огибающей всех положений эвольвентного профиля зуба долбяка.
Зубообрабатывающие станки подразделяются на различные типы по следующим признакам: а) назначению — для нарезания цилиндрических колес с прямыми и винтовыми зубьями, червячных и шевронных колес, зубчатых реек, конических колес с прямыми и криволинейными зубьями; б) виду рабочего движения - зубофрезерные, зубодолбежные, зубострогальные и зубопрогяжные; в) характеру обработки - для нарезания зубьев и для чистовой обработки (отделки) зубьев.