

Долбежные станки с гидравлическим приводом
Рис. 10.21. Долбяк станка Станкостроительные заводы выпускают долбежные
мод. 7А420 станки с гидравлическим приводом; наибольшая длина
хода долбяка 320-1000 мм, стол Ø 630 или 800 мм, масса 5-29 т, усилие резания до 35000 Н, мощность электродвигателя 10-11 кВт.
Долбежные станки с гидроприводом имеют такую же компоновку узлов, как и станки с механическим приводом. Они отличаются от последних тем, что главное движение долбяка с резцом осуществляется от гидроцилиндра, вмонтированного в полость долбяка. В
рабочий цилиндр масло поступает по трубопроводам от гидронасосов лопастного типа, которые приводятся в действие от электродвигателя через клиноременную передачу. Шток и поршень всегда остаются неподвижными, а долбяк совершает возвратно-поступательное перемещение в вертикальной плоскости вместе с гидроцилиндром; пределы скоростей рабочего хода 3-38 м/мин.
Для долбления с поднутрением долбяк может наклоняться под углом до 10°. Реверсирование главного движения в гидрофицированных долбежных станках осуществляется от золотника, на который воздействует система рычагов от переставных упоров. В долбяке смонтирован специальный механизм автоматического отвода резца при обратном ходе, чтобы сохранять чистоту обработанной поверхности.
Подачей стола управляет другой гидроцилиндр-рейка так же, как в поперечно-строгальных станках с гидроприводом.
Ускоренные перемещения стола обычно осуществляет электромеханический привод.
Итак, гидравлическая система долбежных станков обеспечивает следующие элементы рабочего цикла: возвратно-поступательное движение долбяка; продольную, поперечную и круговую подачи стола; пуск и останов станка при любом положении долбяка. Панель гидроуправления контролирует и регулирует работу всех частей гидросистемы. Имеется специальный запорный золотник с обратным клапаном на уровне верхней плоскости стола, который уравновешивает долбяк, удерживая его от падения при остановке станка.
Наладка. При наладке долбежных станков с механическим приводом необходимо в соответствии с рекомендуемой скоростью резания или справочной литературой по режимам резания определить п - число двойных ходов в минуту долбяка. Средняя скорость рабочего хода долбяка (м/мин) будет равна
![]()
откуда и определяется расчетная величина числа двойных ходов в минуту долбяка:
![]()
где vтабл - скорость резания (по справочным таблицам для обработки конкретной заготовки с заданной глубиной резания t и подачей s2x); L - ход долбяка, который определяется зависимостью L=l1+l+l2 .
На коробке скоростей имеются таблицы с указанием фактического числа двойных ходов в минуту и соответствующее положение рукоятки. Важно помнить, что пфакт должно быть меньше или равно npacч в противном случае скорость долбяка превысит рекомендуемую скорость резания.
Рис. 10.22. Кулисное зубчатое колесо
Долбежного станка
мод. 7А420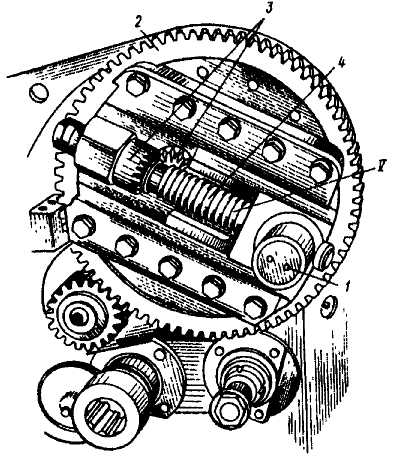
Установив рукояткой число двойных ходов в минуту долбяка, производят наладку его хода. Длина хода долбяка регулируется перемещением пальца 1кривошипа (рис. 10.22) по пазу кулисного колеса 2, что осуществляется вращением с помощью рукоятки через коническую пару 3 и винт 4. Отсчет поворота рукоятки ведется по лимбу.
Чтобы установить долбяк по месту обработки, открепляют рукоятку 9 (см. рис. 10.21) и вращают ходовой винт VI конической парой z = 15 и z = 20 (см. рис. 10.20), после чего винт вновь закрепляют этой же рукояткой 9 (см. рис. 10.21).
Особенность наладки долбежных станков с гидроприводом заключается в том, что органы управления долбяка обеспечивают необходимые скорость резания. Положение долбяка и его длину хода устанавливают с помощью двух упоров, переставляемых на станине.
Лекция № 11. Зубообрабатывающие станки (1-я часть). Зубообрабатывающие станки. Зубодолбежные станки. Вертикальный зубодолбежный полуавтомат 5I22.
Методы обработки на зубофрезерных станках. Зубофрезерный станок 53А50. Нарезание червячных колес ( Метод радиальной подачи. Метод осевой подачи. Нарезание червячных колес летучим резцом).