

Долбежный станок 7а420
Станок предназначен для долбежной обработки плоских и фасонных, наружных и внутренних поверхностей, вырезов, канавок в конических и цилиндрических отверстиях, а также штампов в условиях единичного и мелкосерийного производства.
Техническая характеристика станка
Ход ползуна (долбяка), мм … 20 – 200; Диаметр рабочей поверхности стола, мм … 500; Наибольшее расстояние от наружной плоскости резцедержателя до станины, мм … 480; Наибольшее расстояние от плоскости стола до нижнего конца направляющих долбяка, мм … 320; Число двойных ходов долбяка, дв. ход/мин … 40 -163; Мощность электродвигателя главного движения, кВт … 3.
Обрабатываемая деталь может получать продольную, поперечную и круговую подачи. Для этого на основном столе станка, расположенном на горизонтальных направляющих станины, помещен другой вращающийся круглый стол с делительным механизмом. Резец закреплен в ползуне, установленном на вертикальных направляющих станины, и ему сообщается возвратно-поступательное движение в вертикальном направлении.
Основными узлами долбежного станка (рис. 10.19) являются станина 1 коробчатой формы, на которой установлена вертикальная колонка 12. По вертикальным направляющим колонки перемещается ползун или долбяк 8, в нижней части которого закреплен резцедержатель 7. Обрабатываемое изделие 6 крепится на столе 5.
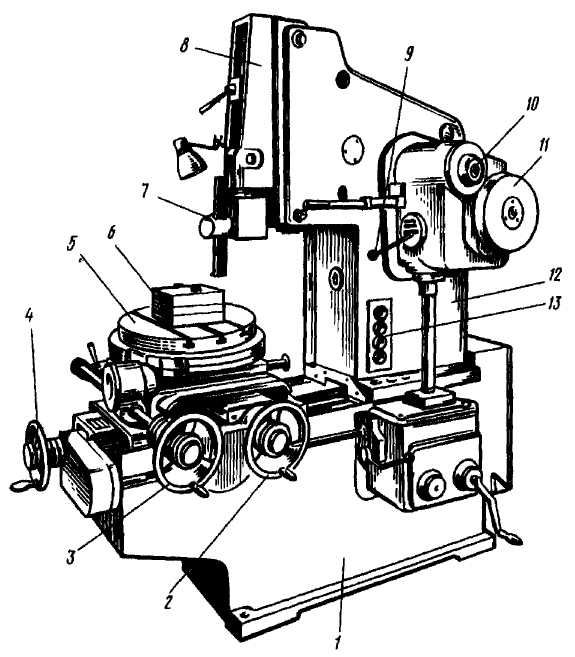
Рис. 10.19. Долбежный станок мод. 7А420
Стол получает круговое, продольное и поперечное движения. Вертикальная компоновка узлов долбежного станка помимо того, что занимает небольшую производственную площадь, позволяет обрабатывать внутренние фасонные контуры, что на продольно- и поперечно-строгальных станках представляет затруднения.
Кинематическая схема станка. Главное движение. Возвратно-поступательное перемещение долбяка с резцом - главное движение- передается от электродвигателя Ml (рис. 10.19), через клиноременную передачу со шкивами Ø112 и 372 мм, коробку скоростей (валы ΙΙ и III) на кулисное колесо z = 78 (вал IV). За один оборот кулисного колеса через вращающуюся кулису 2 долбяк 1 совершает один двойной ход.
Движение подачи. Движение подачи осуществляется за один оборот кулисного колеса, т.е. за один оборот вала IV. Через коробку подач (78/19, затем с вала ΙΙΙ передачами 19/39, 20/20 и 18/36) движение поступает на вал ΙX, где эксцентриковый механизм 3 позволяет собачке захватывать от одного до двенадцати зубьев храпового колеса z= 48 (вал XI). При а = 1, т.е. при захвате собачкой одного зуба храпового колеса, величина продольной и поперечной подач будет наименьшая и равна 0,1 мм/дв.х, а стол повернется на 0,066°. От храпового колеса движение передается через конический механизм реверса 32/32 на вал XII, с которого поступает в стол станка.
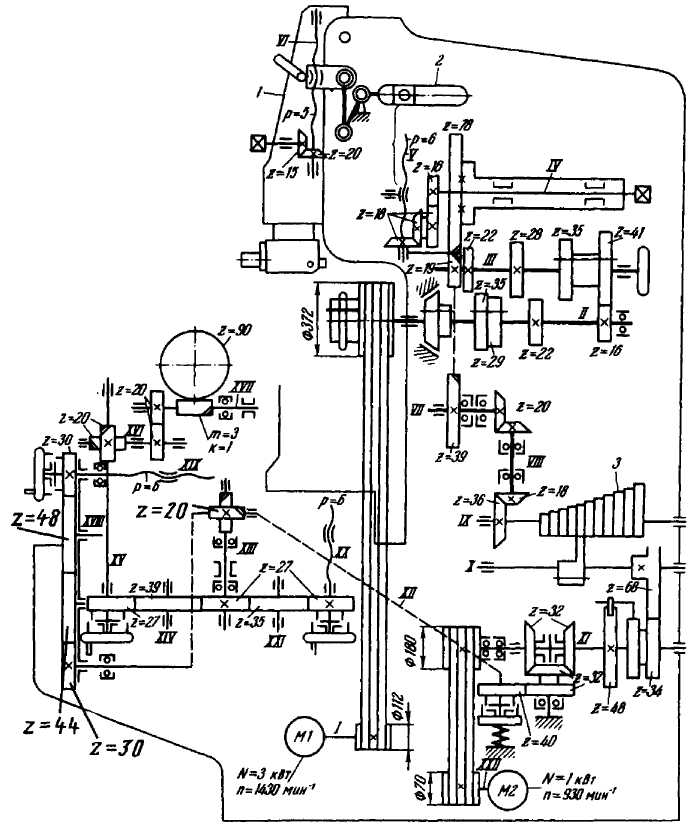
Рис. 10.20. Кинематическая схема долбежного станка мод. 7А420
Продольная подача далее осуществляется по кинематической цепи: через винтовые зубчатые колеса 20/20, цилиндрическую пару 27/35 и 35/27 на ходовой винт XX с шагом резьбы р = 6 мм. Цена деления лимба при продольном перемещении стола вручную - 0,05 мм.
Поперечная подача с вала XII осуществляется по кинематической цепи: через цилиндрические зубчатые колеса 30/44, 44/48, 48/30 на ходовой винт XIX поперечной подачи с шагом р = 6 мм; цена деления лимба при поперечном перемещении стола вручную - 0,05 мм.
Круговая подача стола ведется с вала XII по следующей кинематической цепи: через винтовую цилиндрическую пару 20/20 на вал XIII, после которого через зубчатые цилиндрические передачи 27/39 и 39/27 движение передается валу XV, затем через винтовую зубчатую передачу 20/20 вращение с вала XVI передается цилиндрическими зубчатыми колесами 20/20 на вал XVI/. Последней кинематической парой в этой цепи является червячная пара 1:90 с модулем m = 3 мм. Цена деления лимба при вращении стола вручную составляет 2'.
Ускоренное перемещение стола осуществляется от электродвигателя M2; скорость ускоренного перемещения стола при продольном и поперечном перемещениях составляет 1,77 м/мин, а при вращении - 5 м/мин на крайней точке стола.
Основные узлы станка (см. рис. 10.19) типичны для долбежных станков: станина, состоящая из верхней и нижней частей, соединенных болтами; стол, расположенный на горизонтальных направляющих станины, салазки; кулисный механизм; коробка скоростей; коробка подач и долбяк.
Долбяк в долбежных
станках выполняет ту же роль, что и
ползун в поперечно-строгальных, поэтому
его нередко называют ползуном. Долбяк
(рис. 10.21) имеет корпус 1 коробчатой формы,
который перемещается по направляющим
рамы 2. Долбяк
можно устанавливать на разной высоте
относительно стола в зависимости от
высоты обрабатываемой детали. Для этого
вращают ходовой винт VI
через коническую пару
15/20 (см. рис. 10.20), после чего затягивают
гайку 10 рукояткой
9 (см.
рис. 10.21). В нижней части долбяка
установлена резцовая головка 6,
которая поворачивается
на 90° в обе стороны; головка затягивается
конусом 7 с помощью болта 8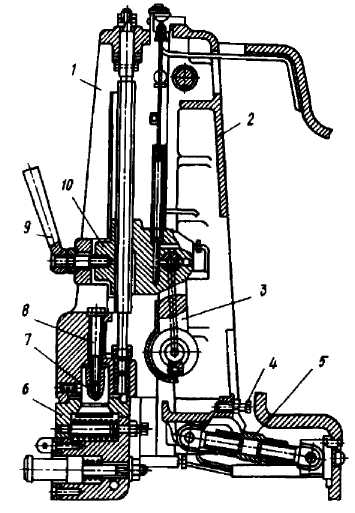
При долблении наклонных поверхностей можно переместить раму 2 в пределах 5°, поворачивая гайку 5, после чего закрепляют упор 4. Серьгой 3 долбяк соединен с кулисой (поз. 2 на рис. 10.20).