

Техническая характеристика
Наибольшие размеры обрабатываемой заготовки, мм: (ширина … 1250, высота … 1120,
длина рабочей поверхности стола … 4000); скорость хода стола, м/мин: (рабочего … 4-80, обратного … 12-80); Подача вертикальных суппортов на двойной ход, мм: (горизонтальная … 0,5—25, вертикальная … 0,25-12,5); Мощность электродвигателя привода стола, кВт … 100.
Главное движение прямолинейное возвратно-поступательное движение стола совместно с обрабатываемой заготовкой. Движения подач - прерывистые поступательные перемещения вертикальных суппортов в поперечном, вертикальном и
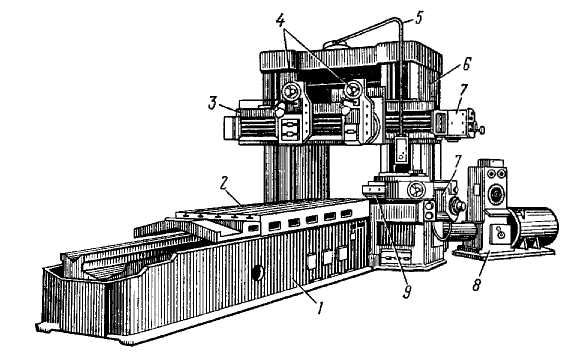
Рис 10.17 Продольно-строгальный станок 7212:
1 - станина; 2 - стол; 3 - траверса (поперечина); 4 - вертикальные суппорты; 5 - подвеска пульта -управления; 6 - портал; 7 - коробки подач вертикальных и боковых суппортов; 8 - привод стола; 9 - боковой суппорт
наклонном направлениях и бокового суппорта в вертикальном и горизонтальном направлениях.
Вспомогательные движения - механизированные быстрые и ручные перемещения суппортов в указанных направлениях, подъем и опускание траверсы и т. п.
Стол станка получает движение от электродвигателя постоянного тока через механическую коробку скоростей. Автоматический цикл движения стола состоит из медленного врезания резца в обрабатываемую заготовку; разгона стола до установленной скорости резания, рабочего хода с этой скоростью; уменьшения скорости стола перед выходом резца из металла; быстрого возврата стола с установленной скоростью обратного хода.
Станок имеет один боковой суппорт и два вертикальных, расположенных на траверсе. Вертикальные суппорты приводятся в движение электродвигателем, помещенным на траверсе. Суппорты могут получать установочное перемещение или рабочую периодическую подачу в горизонтальном или вертикальном направлении. Вертикальные суппорты можно перемещать и вручную посредством съемной рукоятки с лимбом (для отсчета перемещений суппортов).
Ползуны вертикальных суппортов могут быть повернуты на угол ұ60° для обработки поверхностей под углом. Боковой суппорт станка может перемещаться вертикально по направляющим стойки, а его салазки — горизонтально. Боковой суппорт приро-дится в движение также от отдельного электродвигателя через свою коробку подач.
Кинематическая схема станка 7212 представлена на рис. 10.18. Главное движение осуществляется от регулируемого электродвигателя 54 постоянного тока. Рабочий ход передается через двухступенчатую коробку скоростей на передачу червяк - рейка 51-52 по следующему циклу: медленное перемещение стола при врезании резца в заготовку, разгон стола до рабочей скорости, рабочий ход, уменьшение скорости перед выходом резца
из заготовки, возврат стола в исходное положение. Для изменения скоростей имеется специальный механизм, .смонтированный на коробке скоростей. Реверсирование
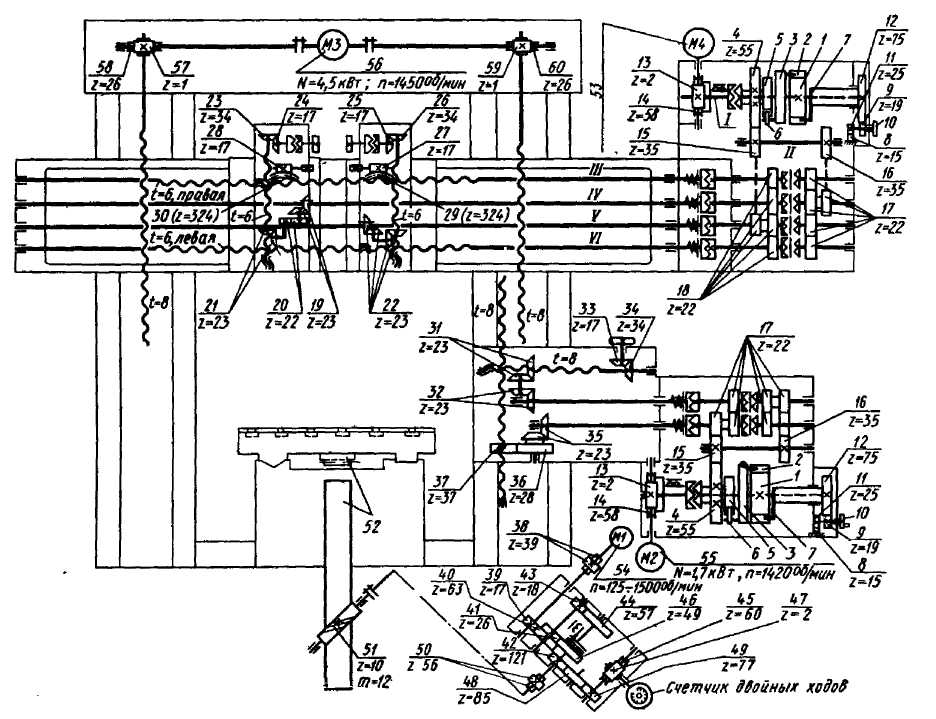
Рис. 10.18. Кинематическая схема станка мод. 7212
осуществляется электродвигателем 54.
Движение подачи осуществляется реверсивным электродвигателем 53, от которого вращение передается червячной парой 13-14 на вал 1 коробки подач. На этом валу на шпонке смонтирован диск 1, на котором установлен фрикцион 2, связанный пальцем с диском 3, несущим собачку 6 храпового механизма. Собачка вращает храповое колесо 5 и связанное с ним колесо 4. От него вращение передается на раздаточный вал Я и далее через зубчатые колеса 16-17 на колеса 18, связанные с полумуфтами. Верхний III и нижний VI валы служат для горизонтального перемещения суппортов, а средние валы IV и F-для вертикального перемещения.
Периодическая подача суппортов осуществляется следующим образом. В момент реверсирования стола с обратного хода на рабочий подается команда электродвигателю 53. Вращение его происходит до тех пор, пока разжимная планка фрикциона 2 не упрется в неподвижный упор и не разожмет фрикцион. При нажатии кулачка на конечный выключатель реверса стола в начале рабочего хода электродвигатель отключается. Механизм подачи бокового суппорта устроен аналогичным образом. Установка подачи осуществляется храповым колесом 5. При его вращении приводится в движение подвижный упор. При этом изменяется угол между подвижным и неподвижным упорами и тем самым величина подачи.
Установочные перемещения заимствуют движение также от электродвигателя 53, который вращается в направлении рабочей подачи. Одновременно включается электромагнит, который сцепляет червячное колесо 14 с храповым колесом при помощи кулачковой муфты. Далее движение следует по предыдущему. Кнопка установочного перемещения находится на подвесной станции, на которой располагаются и другие кнопки управления. Кроме того, на станке имеются средства ручного управления и наладочного перемещения суппортов.