

Техническая характеристика станка
Наибольший ход ползуна, мм … 500; Размеры рабочей поверхности стола, мм: (ширина … 360, длина … 5оо); Число двойных ходов ползуна в минуту … 13 2-150; Мощность электродвигателя привода главного движения, кВт … 5,5.
Кинематическая
схема станка
приведена на рис. 10.15. Главное
движение - прямолинейное
возвратно-поступательное перемещение
ползуна с резцом от электродвигателя
Ml
(N
= 5,5 кВт; п
= 1450 мин-1)
через клиноременную передачу![]() ,
цилиндрическую пару колес
,
цилиндрическую пару колес
![]() ,
восьмиступенчатую коробку скоростей.
Далее вращение передается колесу z
= 102 кулисы, в направляющих
1 которой находится палец 2
с кулисным камнем 3.
При вращении колеса
кулиса получает качательное движение,
передаваемое через винт 4
ползуна 5. Длину хода
ползуна регулируют винтом 6,
изменяя радиус положения
пальца 2. Это
осуществляется вручную через вал XV
посредством зубчатой
передачи
,
восьмиступенчатую коробку скоростей.
Далее вращение передается колесу z
= 102 кулисы, в направляющих
1 которой находится палец 2
с кулисным камнем 3.
При вращении колеса
кулиса получает качательное движение,
передаваемое через винт 4
ползуна 5. Длину хода
ползуна регулируют винтом 6,
изменяя радиус положения
пальца 2. Это
осуществляется вручную через вал XV
посредством зубчатой
передачи![]() и
конической пары колес
и
конической пары колес![]()
Движение подачи - прерывистое горизонтальное и вертикальное перемещение стола. Это движение передается от зубчатого колеса z = 102 кулачку 7 и храповому механизму
z = 60 z = 30 z = 96. Меняя амплитуду качания собачки, изменяют число зубьев храпового колеса z = 96, захватываемого собачкой, а следовательно, и подачу. Затем движение передается валам XI, XIИ и XIV и далее через цилиндрическую передачу 30/30 на винт
8 вертикальной подачи или через колеса ~ и коническую пару 18/82 на винт 9 горизонтальной подачи.
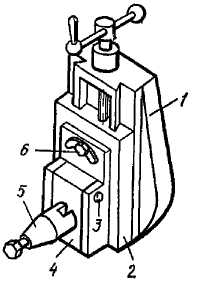
На рис. 10.16 показан суппорт станка. Он перемещается в направляющих корпуса 1, закрепленного в конце ползуна. В суппорте 2 смонтирована откидная планка 4 с резцедержателем 5. Во время рабочего хода (влево) планка упирается в опорную плоскость, при обратном ходе она свободно откидывается, качаясь вокруг пальца 3. Положение суппорта 2 относительно оси ползуна можно
Рис. 10.16. Суппорт регулировать и закреплять в нужном положении болтом 6
станка 7Е35
Продольно-строгальные станки
Продольно-строгальные станки (рис. 10.17) предназначены для обработки плоских поверхностей различных деталей. На них можно производить черновое, чистовое, а также отделочное строгание. Эти станки применяют в основном в условиях единичного и мелкосерийного производства, а также в ремонтных цехах. Установленной на столе заготовке при обработке сообщается прямолинейное возвратно-поступательное движение. При рабочем ходе происходит процесс резания, при обратном ходе резец (или резцы) несколько приподнимается, чтобы задняя поверхность его не касалась заготовки. Подача происходит за ход стола обычно во время реверсирования его с вспомогательного хода на рабочий, т. е. перед началом рабочего хода стола.
У продольно-строгальных станков привод стола осуществляется от электродвигателя постоянного тока, который наряду с бесступенчатым регулированием скорости движения обеспечивает плавное врезание резца в заготовку и замедленный выход его в конце рабочего хода. Скорость обратного хода стола регулируется независимо от скорости рабочего хода. Механизм установки длины хода стола обеспечивает минимальный перебег стола на всем диапазоне скоростей движения стола.
Основными размерами продольно-строгальных станков являются наибольшие длина и ширина строгания, а также наибольшая высота подъема поперечины (траверсы) с суппортами. В зависимости от устройства поперечин различают двухстоечные станки, у которых поперечина поддерживается двумя стойками, и одностоечные станки.