

Для протяжек для закрепления протяжек
На рис. 10.11, а показан быстросменный патрон, управляемый вручную, а на рис. 10.11, б - автоматический. В автоматическом патроне хвостовик протяжки захватывается кулачками 3, которые сходятся под действием гильзы 2 и удерживаются пружиной 1. В конце обратного хода каретки станка гильза 2 упирается в торец опорного приспособления 4 (или другой неподвижный упор) и смещается, вследствие чего кулачки раздвигаются. Аналогичным образом работает и патрон, управляемый рукояткой.
Универсальный патрон для закрепления протяжек (рис. 10.12) имеет рычажно-кулачковый зажим для закрепления протяжек диаметром 16 - 32 мм на вертикально-протяжных станках. Хвостовик корпуса 2 с помощью шпонки и гайки 1 закреплен в ползуне 3 станка. В пазах 7 корпуса на осях 9 шарнирно закреплены кулачки 8, соединенные шарнирными тягами 6 с кронштейнами 5. В крайнем верхнем положении конусная часть стала 13, преодолевая усилие пружины 4, нажимает на гильзу 10, а тяга & разводит кулачки. При движении ползуна вниз (рис. 10.12, б) пружина 4 (см. рис. 10.12, а) разжимается и, действуя на гильзу 10 и тягу 6, зажимает хвостовик кулачками 8. Для центрирования протяжки в патроне служат сменные кулачки 11, которые крепят винтом 12.
Cтрогальные станки
Схема строгания на поперечно-строгальном станке показана на рис. 10.13, а. Возвратно-поступательное движение резца - главное движение, а периодическое поперечное (или вертикальное) перемещение стола с заготовкой на величину подачи 5 - движение подачи.
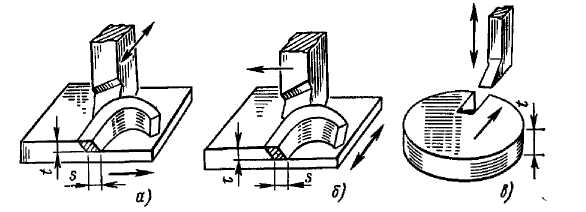
Рис. 10.13. Схемы строгания на станках:
а - поперечно-строгальном; б - продольно-строгальном; в - долбежном
Эти станки предназначены для обработки плоскостей резцами. Они делятся на поперечно-строгальные, продольно-строгальные и долбежные. Первые применяют при изготовлении мелких и средних по размерам деталей, вторые - сравнительно крупных деталей, или для одновременного строгания нескольких заготовок среднего размера. Долбежные станки используют для получения шпоночных пазов, канавок, фасонных линейчатых поверхностей.
Поперечно-строгальный станок 7е35
На рис. 10.14, а показан общий вид поперечно-строгального станка. В верхних направляющих станины 1 смонтирован ползун 2, совершающий с помощью кулисного механизма возвратно-поступательное перемещение (главное движение). На левом конце ползуна укреплен суппорт 3, Он состоит из поворотного диска 1 (рис. 10.14, б) и салазок 2, получающих периодически вертикальную подачу от ходового винта 3. На салазках смонтирована резцовая каретка 4 с откидной планкой 5 и резцедержателем 6.
На вертикальных направляющих станины (слева) находится поперечина 4 (см. рис. 10.14, а), по которой в горизонтальной плоскости перемещается стол 5 (движение подачи). На верхнюю плоскость стола устанавливают заготовки или тиски и закрепляют их с помощью болтов, устанавливаемых в Т-образные пазы стола.
Плоскости обрабатывают следующим образом. Стол 5 вместе с поперечиной устанавливают на определенной высоте в зависимости от вертикального размера заготовки. Для большей жесткости стол дополнительно закрепляют в стойке 6. Процесс строгания происходит при движении ползуна влево. По окончании рабочего хода ползун возвращается направо, совершая ускоренный холостой ход, в конце которого механизм 7
осуществляет периодическую подачу стола вдоль направляющих поперечины. При отрезных операциях или при обработке вертикальных плоскостей периодическую подачу совершает суппорт 3.На станке 7Е35 обрабатывают плоские и фасонные поверхности деталей, а также прорезают прямоугольные пазы, канавки и выемки в условиях единичного и мелкосерийного производства
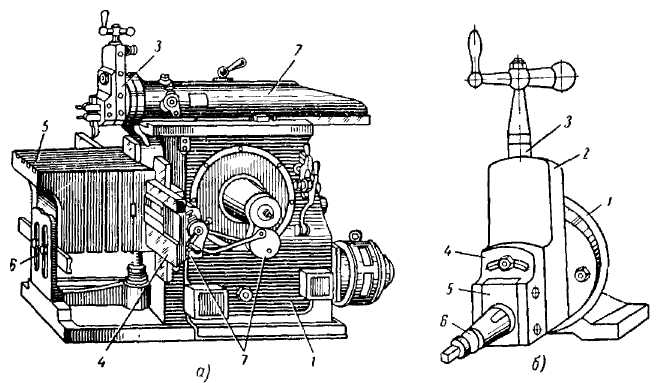
Рис. 10.14. Поперечно-строгальный станок
.

Рис. 10.15. Кинематическая схема поперечно-строгального станка 7Е 35