

Техническая характеристика станка
Номинальная сила протягивания, кН … 98; Наибольшая длина рабочего хода салазок, мм … 1600; Диаметр отверстия в планшайбе, мм … 100; Скорость рабочего хода, м/мин … 1,5-- - 11,5; Скорость обратного хода, м/мин … 20 – 25; Мощность электродвигателя привода гидравлического насоса, кВт … 17; Масса, кг … 6000
В полой части сварной станины 1 коробчатой формы смонтированы основные агрегаты гидравлического привода, являющегося основным для этого вида станков. Слева расположен силовой цилиндр 2. Шток поршня связан с рабочими салазками, которые, перемещаясь в направляющих вдоль оси станка, служат дополнительной опорой. На конце штока насажена втулка с патроном для закрепления левого конца протяжки 3; правый конец ее зажат во вспомогательном патроне 4. Приспособление для установки заготовки и сама заготовка упираются в неподвижный корпус 5 станины.
Правая часть станины приставная и служит для монтажа устройства автоматического подвода и отвода протяжки. Необходимые движения осуществляются вспомогательным силовым цилиндром, смонтированным в правой части станка. Происходит это следующим образом. При рабочем ходе влево салазки вспомогательного патрона 4 сопровождают протяжку до тех пор, пока не коснутся жесткого упора. При этом связь между протяжкой и патроном прерывается подпружиненным кулачком. После этого происходит рабочий ход, осуществляемый силовым цилиндром 2. При обратном ходе задний хвостовик протяжки снова входит во вспомогательный патрон и толкает его вправо в исходное положение.
Станок работает с полным и простым циклом. При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход, настроенный рабочий ход - замедленный рабочий ход при работе калибрующих зубьев и стоп. При обратном ходе осуществляется замедленный ход и отвод протяжки. Простой цикл отличается от полного отсутствием подвода и отвода протяжки.
Принципиальная гидравлическая схема показана на рис. 10.4. Поршневой насос высокого давления 30 типа НП4М (на рисунке показан условно). Трубопровод 28 связан со всасывающей полостью насоса, а трубопровод 29 - с нагнетательной. Насос обеспечивает работу станка, осуществляя рабочий и обратный ходы рабочих салазок при помощи гидроцилиндра 19. Вспомогательный гидропривод состоит из шестеренного насоса 1, встроенного в корпус поршневого насоса, и из вспомогательного гидроцилиндра 12 для подвода и отвода протяжки.
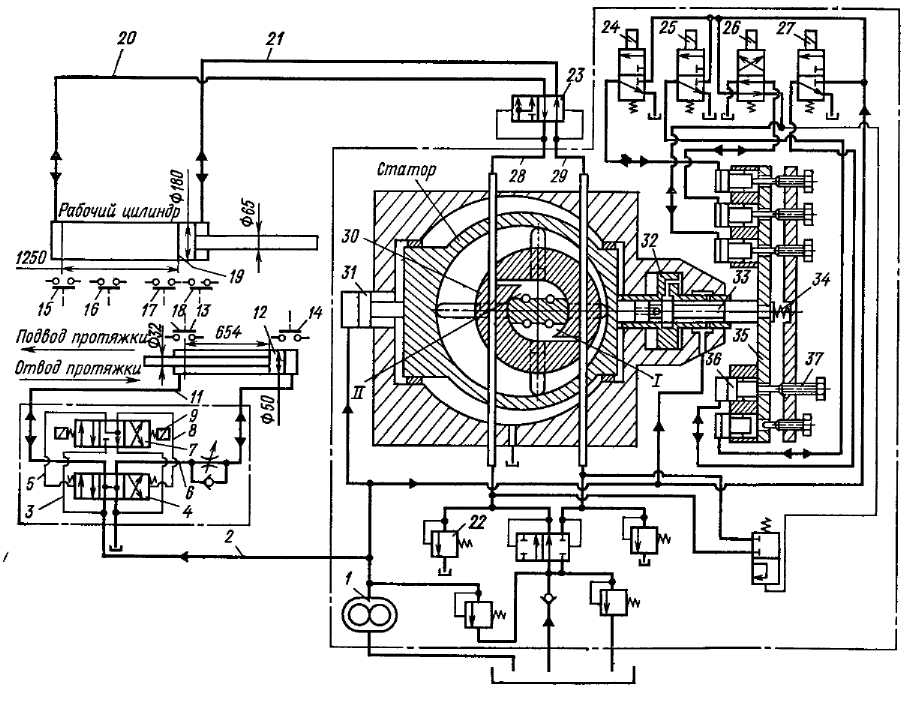
Рис. 10.4. Гидравлическая схема станка мод. 7Б55
Масло от насоса 1 подается в подпорный цилиндр 31, к центральному золотнику 33 и к механизму управления, в котором расположены четыре золотника-пилота, управляющие соленоидами 24-27. Центральный золотник 33 вместе с закрепленным на его конце диском 35 под действием пружины 34 отжимается влево. В диске имеется пять отверстий для прохода винтов 37, которые регулируют подачу насоса 30 (смещение статора). При давлении под поршнем 36 он упрется штоком в регулировочный винт 37 и ограничит продвижение диска 35 с центральным золотником 33, который соединен с поршнем 32 цилиндра.
Рассмотрим работу гидросистемы для полного цикла. В исходной позиции рабочие салазки находятся в крайнем правом положении, протяжка - в отведенном положении. Нажатием кнопки «Пуск» на пульте управления включаются насосы. При этом все четыре электромагнита 24—27 выключены, а поршневой насос З0 не подает масло, так как ротор и статор концентричны.
Подвод протяжки осуществляется нажатием кнопки управления на пульте. При этом включается электромагнит 9, вспомогательный золотник 7 передвигается влево и соединяет трубопроводы 3 и 8. Масло от шестеренного насоса 1 по трубопроводу 2 через расточку в корпусе золотника, трубопроводы 3 и 8 поступает под правый торец основного золотника 4 и перемещает его в крайнее левое положение, соединяя
трубопроводы 2 и <5. Масло поступает в бесштоковую полость вспомогательного цилиндра и перемещает протяжку. В конце подвода протяжки срабатывает путевой выключатель 13, который выключает электромагнит 9 и включает электромагнит 27. В результате этого масло идет под поршень 36 и смещает влево статор насоса в положение, отрегулированное винтом 37 (как показано на схеме). Одновременно с этим левый конец протяжки -своим хвостовиком попадает в автоматический патрон, установленный на правом конце штока поршня рабочего цилиндра 19.
Медленный рабочий ход. В результате указанного выше перемещения полость Ι становится нагнетательной, полость ΙΙ - всасывающей. Масло по трубопроводу 29 поступает под правый торец дифференциального золотника 23 и смещает его влево до упора. Трубопровод 29 сообщается с трубопроводом 21, масло поступает в штоковую полость рабочего цилиндра 19 и смещает его влево до упора. Масло, вытесняемое из бесштоковой полости, по трубопроводам 20 и 28 поступает во всасывающую полость насоса 30. Излишки масла, обусловленные разностью объемов штоковой и бесштоковой полостей, сливаются через золотник 22, который поддерживает постоянный подпор в полости рабочего цилиндра.
Быстрый рабочий ход осуществляется при нажатии кулачка на путевой выключатель 17. При этом включается электромагнит 25, происходит дальнейшее смещение статора насоса 32 влево, увеличиваются его подача и скорости перемещения рабочих салазок. В конце рабочего хода, при входе первых калибрующих зубьев протяжки в заготовку кулачок нажимает на путевой выключатель 16, который выключает электромагнит 25. Начинается замедленный рабочий ход в результате снижения подачи насоса, так как эксцентриситет блока насоса уменьшается. В конце рабочего хода срабатывает путевой выключатель 15 и выключает электромагнит 27 - происходит остановка.
Обратный ход осуществляется при включении электромагнита 26. Блок поршневого насоса смещается влево, трасса 28 становится нагнетательной, а трасса 29 - всасывающей. Масло по трубопроводу 28 поступает под левый торец дифференциального золотника 23 и перемещает его в крайнее правое положение. Трубопровод 28 соединяется с трубопроводами 20-21, и обе полости рабочего цилиндра 19 сообщаются таким образом с линией нагнетания насоса. Ввиду разности площадей, находящихся под давлением, поршень перемещается вправо. При дальнейшем перемещении рабочих салазок кулачок нажимает на путевой выключатель 17, который включает электромагнит 24. При этом начинается замедленный ход вследствие уменьшения подачи насоса. В конце обратного хода срабатывает путевой выключатель 18, выключающий электромагниты 26 и 24. Происходит остановка салазок, автоматическое освобождение левого конца протяжки и зажим правого ее конца в патроне 4 (см. рис. 10.3), находящегося у корпуса 5.
Отвод протяжки осуществляется в конце замедленного обратного хода. Нажатием кулачка на путевой выключатель 18 (рис. 10.4) включается .электромагнит 10. Золотник, управляемый этим магнитом, занимает правое положение и соединяет трубопроводы 3 и 5. Масло от насоса 1 по, трубопроводу 2 через расточку в корпусе золотника, трубопроводы 3 и 5 поступает под левый торец золотника 4 и перемещает его в крайнее правое положение, соединяя трубопроводы 2 и 11. По этим трубопроводам масло поступает в штоковую полость вспомогательного цилиндра 12- и перемещает протяжку. В конце отвода протяжки срабатывает путевой выключатель 14, который выключает электромагнит 10 Происходит остановка салазок вспомогательного патрона. После установки очередной детали для обработки цикл повторяется. Простой цикл отличается от описанного тем, что при нем в работе не участвуют механизм подвода и отвода протяжки.
Станок работает как полуавтомат, но при оснащении его автоматизированными приспособлениями для подачи заготовки и съема детали может работать в автоматическом цикле и может быть встроен в автоматические линии. Станок используют в крупносерийном и массовом производстве, а с учетом простой переналадки его можно использовать и в единичном и мелкосерийном производстве.
Движение протяжки на станке осуществляется с помощью гидропривода, имеющего два насоса. Один из них с подачей 200 л/мин служит для подвода масла в основной (рабочий) гидроцилиндр; другой с подачей 25 л/мин нагнетает масло во вспомогательный гидроцилиндр. Гидропривод позволяет осуществлять три цикла работы полный, простой и наладочный. При полном цикле применяют длинные протяжки (1200 -1300 мм) с задним хвостовиком. Протяжку устанавливают хвостовиком во вспомогательный патрон, получающий движение от штока вспомогательного цилиндра. Протяжка, поддерживаемая роликом, перемещается к рабочему патрону. Патрон захватывает передний хвостовик протяжки, перемещает ее вместе со вспомогательным патроном до его раскрытия от копира, осуществляет рабочий и обратный ходы, после которых вспомогательный патрон захватывает задний хвостовик протяжки, и отводит ее в исходное положение.
При простом цикле применяют короткие протяжки. В этом случае протяжку закрепляют вручную в патроне, смонтированном на салазках, получающих горизонтальное перемещение от основного гидроцилиндра по направляющим станины. Перемещения вспомогательных салазок при этом цикле не происходит.
Наладочный режим используют при наладке станка. Этот режим включает необходимые для подготовки процесса протягивания движения инструмента.