

Поджимом задним центром:
1 - заготовка; 2 и 3 – резцы
последующую обработку выполняют на шлифовальном станке тоже в центрах и если это предусмотрено технологией обработки.
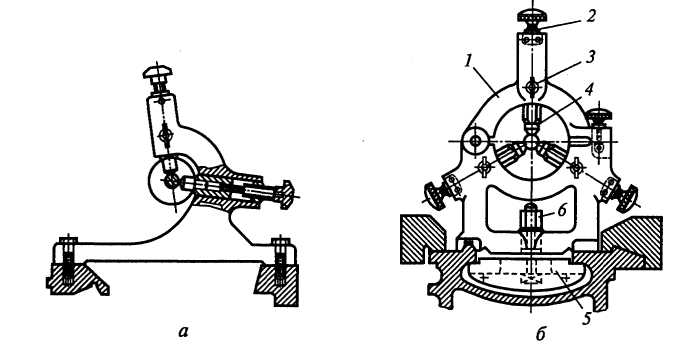
Рис. 2.14. Люнеты:
а - подвижный; б - неподвижный: 1 - верхняя (откидная) часть; 2 - винты; 3 - болты;
4 - кулачки или ролики; 5 - планка; 6 - болт с гайкой
Заготовки с отверстием устанавливают в центрах с помощью токарных оправок (рис. 2.15.).
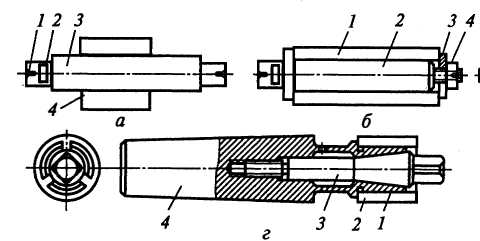
Рис. 2.15. Токарные оправки:
а - оправка с малой конусностью (обычно 1:2000): 1 - центровое отверстие; 2 - хомутик; 3 - оправка; 4 - заготовка; б - цилиндрическая оправка: 1 - заготовка; 2 - оправка; 3 - прижимная шайба; 4 - шайба; в - разжимная (цанговая) оправка: 1 - заготовка; 2 - коническая оправка; 3, 5 - гайки; 4 - полая оправка; г - шпиндельная оправка: 1 -цанга; 2 - заготовка; 3 - разжимная оправка; 4 - патрон; д - оправка с упругой оболочкой: 1 - план-шайба; 2- втулка; 3 - заготовка; 4- отверстие для ввода гидропласта; 5, 6 – винт
Лекция №3. Станки токарной группы. Токарно- револьверные станки. Разновидности токарно-револьверных станков. Токарно-револьверный станок 1Г340П. Лобовые и карусельные станки. Лобовые станки. Карусельные станки.Токарно-карусельные станки. Токарно-карусельный станок мод. 1512.Токарно-затыловочные станки. Универсальный токарно-затыловочный станок 1811
Токарно- револьверные станки.
Применяют в серийном производстве для обработки деталей из пруткового материала или из штучных заготовок. На этих станках можно выполнять все основные токарные операции.
Револьверные станки отличаются от токарно-винторезных тем, что не имеют задней бабки и ходового винта. Однако они имеют револьверную головку, в гнездах которой может быть установлен различный инструмент (резцы, сверла, развертки и т. д.). При наличии специальных комбинированных державок можно в одном гнезде головки закрепить несколько инструментов. Револьверная головка может поворачиваться вокруг своей оси, и тогда инструмент последовательно подводится к заготовке. Инструмент крепится также и в резцедержателе поперечного суппорта. Токарно-револьверные станки рационально применять в том случае, если по технологическому процессу обработки требуется большое количество режущего инструмента.
К преимуществам токарно-револьверных станков относятся: возможность сокращения машинного времени вследствие применения многорезцовых державок для одновременной обработки детали инструментом, установленным на револьверной головке и поперечном суппорте, а также сравнительно малые затраты времени, так как станок на многоинструментальную обработку настраивают предварительно.
Разновидности токарно-револьверных станков. Токарно-револьверные станки в зависимости от вида заготовок бывают прутковые или патронные. Обычно станки малого размера - прутковые, а среднего размера могут быть как прутковые, так и патронные. Крупные револьверные станки обычно патронные. По конструкции револьверной головки все эти станки делятся на станки с вертикальной и горизонтальной осью вращения револьверной головки (рис. 3.1.). Револьверные головки бывают цилиндрические и призматические. Головки цилиндрической формы делают с вертикальной (рис. 3.1, а) и горизонтальной осью вращения (рис. 3.1, б, в), с расположением горизонтальной оси пер пендикулярно (рис. 3.1, б) или параллельно оси шпинделя станка (рис. 3.1, в).
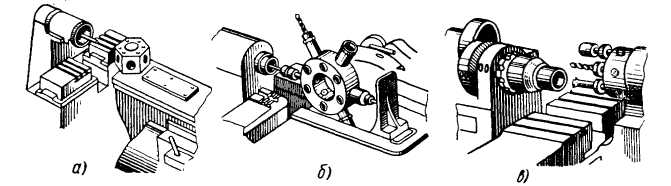
Рис. 3.1. типы револьверных головок с осями вращения:
а - вертикальной; б - горизонтальной (перпендикулярной к оси станка); в - горизонтальной (параллельной оси станка)
Головки призматической формы обычно имеют вертикальную ось и шесть граней с гнездами.
Основными размерами, характеризующими токарно-револьверные станки, являются наибольший диаметр обрабатываемого прутка, наибольший диаметр обрабатываемой в патроне детали над станиной и над суппортом, а также максимальное расстояние от переднего конца шпинделя до передней грани или торца револьверной головки и наибольшее перемещение головки.
Зажимные и подающие устройства. Почти все револьверные станки для прутковой работы снабжаются механизмами подачи и зажима прутка (рис. 3.2). При перемещении трубы 5 при помощи рычага 6 вправо конический конец цанги 4 прижимается к коническому отверстию гайки 3 и тем самым пропущенный через отверстие шпинделя пруток зажимается. При повороте рычага 6 против часовой стрелки его верхнее плечо перемещает влево муфту 2, которая конической частью разводит длинные плечи угловых рычагов 2, а короткие плечи рычагов, упирающиеся в торец трубы 5, перемещают ее вправо.
Если рычаг 6 повернуть по часовой стрелке, то муфта 2 перемещается вправо, угловые рычаги 1 освобождают трубу 5. Цанга 4, стремясь разжаться, выходит из конического отверстия гайки 3 и освобождает пруток. После этого пруток подается либо той же рукояткой, которая зажимает и освобождает цангу, либо другой рукояткой. В обоих случаях рукоятка передвигает зубчатую рейку (на чертеже не показана), которая при движении вправо захватывает храповик, соединенный со специальным патрончиком,
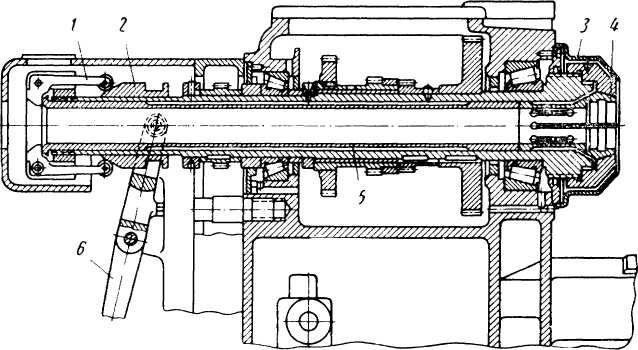
Рис. 3.2. Механизм подачи и зажима прутка
закрепленным на обрабатываемом прутке, и тем самым подает пруток через шпиндель и открытую цангу. При повороте рукоятки в обратную сторону храповик скользит по зубьям рейки, и пруток остается на месте.
В револьверных станках механизмы подачи и зажима прутка работают обычно без остановки шпинделя. В некоторых станках эти механизмы снабжаются электромеханическим приводом. Между передней бабкой и револьверным суппортом размещен поперечный суппорт. Установленный в нем инструмент отрезает заготовку и фасонно ее обтачивает.
Зажимные устройства. Для зажима прутка при обработке на токарно-револьверных станках широко применяют цанговые патроны.
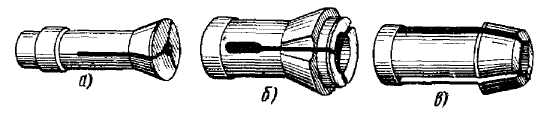
Рис. 3.3. Цанги:
а - затяжная; б - неподвижная, в – выдвижная
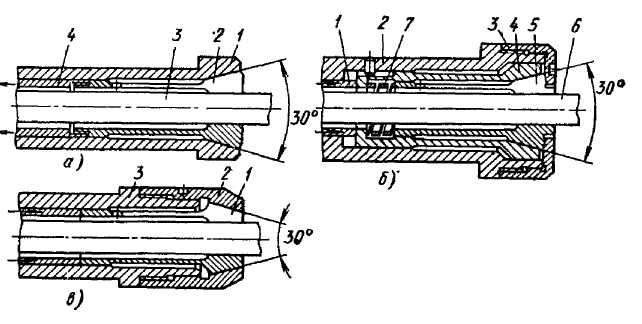
Рис. 3.4. Цанговые патроны
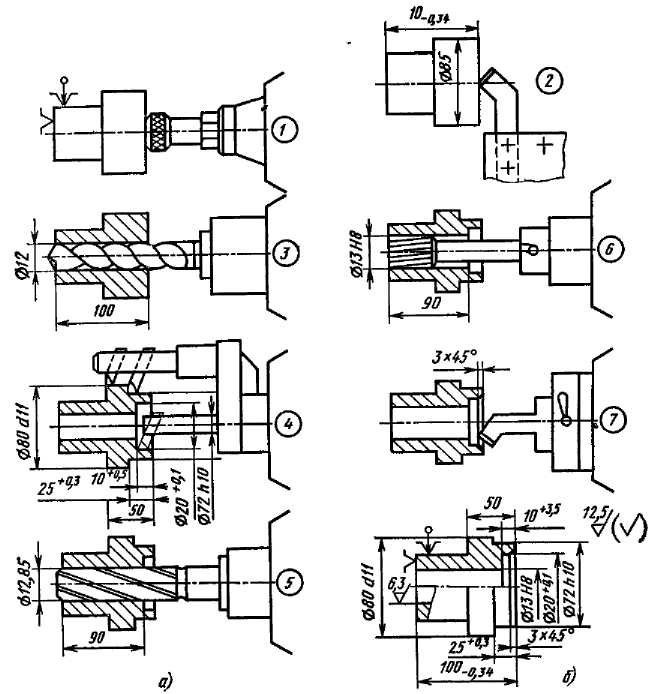
Рис. 3.5. Пример наладки токарно-револьверного станка (а) на обработку детали (б)
Основным элементом является цанга - стальная закаленная втулка с прорезями, образующими пружинящие лепестки (рис. 3.3). Пример наладки токарно-револьверного станка показан на рис. 3.4. Для зажима прутков используют цанговые патроны. В патроне (рис. 3.4, а) пруток 5 зажимается перемещением трубы 4 вместе с цангой 2 влево до упора в шпиндель 1. Недостатком такого устройства является осевое перемещение прутка при зажиме, что уменьшает точность его выдвижения. В патроне, показанном на рис. 3.4, б, пруток 6 зажимается перемещением трубы 1 вправо и надвиганием зажимной втулки 4 на конус цанги 5, упирающейся в гайку 3, навинченную на шпиндель 2. Пружина 7 служит для перемещения трубы 1 при разжиме прутка, При зажиме прутка (рис. 3.4, в) цанга 1 подается вправо в кшус упорной гайки 2, навернутой на шпиндель 3. Угол конуса цанги обычно равен 30°.