

Продольно-фрезерные станки
Отличительными особенностями продольно-фрезерных станков (рис. 9.24) являются движение стола по станине только в продольном направлении и наличие фрезерных головок, установленных на стойках и траверсе.
Кинематическая схема продольно-фрезерного станка мод. 6610 показана на рис. 9.25.
Главное движение (вращение шпинделя) осуществляется по кинематической цепи: электродвигатель M1 (N = 13 кВт, n = 1460 об/мин); муфту 2; два двойных блока на валу ΙΙ; двойной блок на валу IV; зубчатая муфта (z=40). Число ступеней частот вращения шпинделя 4x2x2.= 16. Минимальная (nmin) и максимальная (nmax) частота вращения шпинделя определяются по уравнениям:
Продольная подача Sпр стола 11 осуществляется по кинематической цепи: электродвигатель М2 (N=11 кВт, n = 15 - 1500 об/мин);

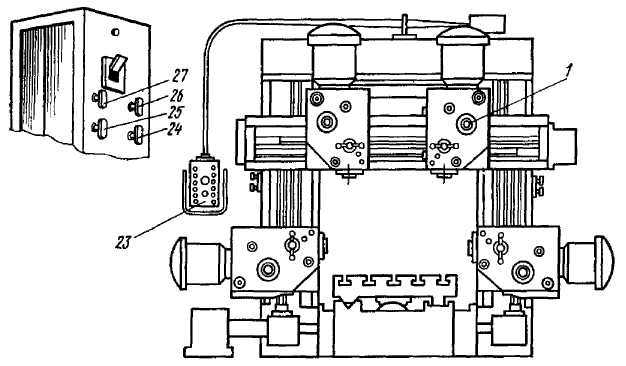
Рис. 9.24. Продольно-фрезерный станок мод. 6610:
1 - станина, 2- стол, 3, 6, 9 и 11 - фрезерные головка, 4 и 10 - стойки, 6 - траверса, 7 - балка, 8 - подвесная кнопочная станция
муфта 23; червячная пара (и = 2/27); конические колеса и = 20/28; червячно-реечная передача 24; Sпp = 20-2000 мм/ /мин.
Вертикальная подача Sв боковых фрезерных головок осуществляется по кинематической цепи: регулируемый электродвигатель М3 (N = 6 кВт, n = 28,8-1800 об/мин); муфта 25, червячная передача 2/35; муфта 1 (зубчатая); коническая пара и = 30/20; винтовая пара 26; Sв=20-1250 мм/мин.
Горизонтальная подача Sг вертикальных фрезерных головок осуществляется по кинематической цепи: регулируемый электродвигатель M4 (N ==4,5 кВт, n =28,8-1800 об/мин); муфта 14; червячная передача (u = 2/35); зубчатая передача (и=(27/27)∙(27/18)); винтовая пара 13; Sг=20-1250 мм/мин.
Разгрузка винтовой пары 26 от действия массы боковой фрезерной головки производится противовесом, находящимся в станине станка.
Цепи вспомогательных движений. Ускоренное перемещение стола и фрезерных головок производится по тем же кинематическим цепям, что и подач при наибольшей частоте вращения двигателя.
Установочное перемещение траверсы осуществляется по цепи от электродвигателя М5 (N=5,2 кВт, n = 1300 об/мнн) через червячную пару (и = 1/30) и винтовые передачи 12:
Sтр = 1300∙(1/30)∙ 8 = 350 мм/мин.
Фрезерные головки вращаются рукояткой через червячные пары и=4/20 и u= 1/236. Пиноль 3 перемещается рукояткой 10 через червячную пару (u=4/24), винт 27 и гайку 28, закрепленную в корпусе пиноли.
Фреза и пиноль отводятся от заготовки при подаче масла в гидроцилиндр 8, что вызывает перемещение поршня-рейки 9, поворот шестерни-гайки (z = 44), при этом винт 27 вместе с гайкой 28 и пинолью смещается вдоль оси. Реверсирование движения производится подачей масла в другую полость гидроцилиндра 8.
Механизм зажима пиноли действует следующим образом: при подаче масла в

Рис. 9.25. Кинематическая схема продольно-фрезерного станка мод. 6610
гидроцилиндр 4 перемещается поршень и связанная с ним гайка 5, вращая зубчатое колесо (z=18) и винт 6, имеющий две резьбы разного шага, в результате чего гайкн 7 сближаются или расходятся, зажимая или разжимая пиноль.
Механизм зажима траверсы работает следующим образом: электродвигатель М6 вращает червячную пару (u = 1/60); червячное колесо-гайка перемещает винт 19, который через шайбу 20 передает усилие на рычаги 21, а через них на рычаги 22, зажимающие траверсу. При нажатии на пульте управления кнопки на перемещение траверсы автоматически осуществляется разжим, перемещение траверсы и после остановки — зажим.
Механизм зажима фрезерной головки работает следующим образом: масло поступает от гидросистемы в цилиндр 17, перемещая поршень 18, который поворачивает рычаги 16; при этом винты 15 зажимают или разжимают фрезерные головки. При нажатии кнопки на перемещение фрезерной головки происходит разжим, а в конце перемещения - автоматический зажим головки.
Система охлаждения режущего инструмента состоит из резервуара для эмульсии и пневмораспылителя, охлаждающего фрезы воздухом в смеси с распыленной эмульсией. Сопло пневмораспылителя закрепляется на фрезерной головке, а резервуар с эмульсией и подводящие шланги располагаются по усмотрению рабочего.
Управление продольно-фрезерным станком производится с подвесного пульта 23 (рис. 9/26), Переключение частоты вращения шпинделя производится рукояткой 1, при этом перемещаются блоки зубчатых колес в коробке скоростей с помощью гидравлики. Реверсирование вращения шпинделя производится переключателями 24, 25, 26, 27; регулирование подач стола и головок - поворотом рукоятки 4 реостата (наружная шкала - для стола, внутренняя - для головок). Направление подачи стола или фрезерных головок
регулируется переключателем 15. Пуск и остановка шпинделя производятся от кнопок 16
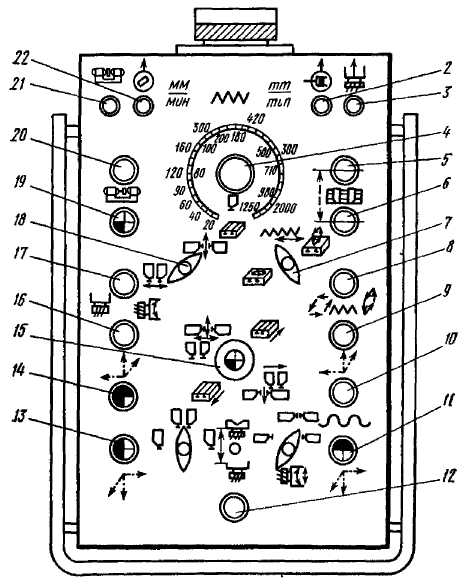
и 17; включение и выключение подачи стола и головок - от кнопок 8 и 9; ускоренный ход стола и головок - от кнопок 10, 11, 13 и 14; установочные перемещения стола и головок - от переключателя 18 и кнопок 16 и 17; цикл работы станка - от переключателя 7; отключение станка - от кнопки 12; перемещение поперечины вверх и вниз - от кнопок 5 и 6; включение и выключение преобразовательного агрегата и гидронасоса стола - от кнопок 19 и 20. Лампочки 2, 3, 21 и 22 сигнализируют о перегрузке двигателей головок, отсутствии давления в гидросистеме, отсутствии смазки направляющих станины и о работе преобразовательного агрегата.
Гидросистема станка работает следующим образом (рис. 9.27): масло из резервуара засасывается лопастным насосом 15 (производительностью 12 л/мин) и нагнетается
Рис. 9.26 Расположение органов через фильтр 16 в систему. Напорный
управления продольно фрезерного золотник 14 регулирует давление масла (2,5
станка мод. 6610 МПа), а по манометру 18 контролируется
давление масла в пределах 1,5 МПа, которое определяет реле давления 17. Поворотом крана 6 масло направляется в левую или правую полости цилиндров 4 и 7, что вызывает перемещение поршней с вилками А, Б и В, поршня в цилиндре 4, и, как следствие, переключение блоков колес в коробке скоростей.
Механизмом 8 отвода фрезы от заготовки управляет золотник 1; механизмом 9 зажима каретки фрезерной головки на траверсе - золотник 2; механизмом 5 зажима пиноли - золотник 3.
Вертикальная подача боковых фрезерных головок включается перемещением кулачковых муфт 1 (см. рис. 9.26), а горизонтальная подача вертикальных головок - перемещением двух зубчатых колес z=18.
Золотник 13 управляет потоком масла в гидроцилиндры 12 переключения муфт 1(см. рис. 9.25), а золотники 11 - потоком масла в гидроцилиндры 10, включающие колеса z=18 (см. рис. 9/25).
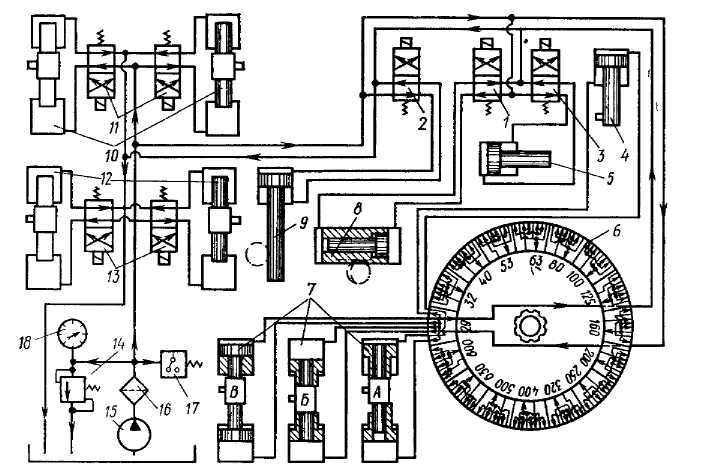
Рис. 9.27. Гидросхема продольно-фрезерного станка мод 6610