

Назначение и устройство вертикально-фрезерных станков
Вертикально-фрезерные станки консольного типа (рис. 9.20) унифицированы по конструкции с горизонтально-фрезерными. Различие состоит в том, что у вертикально-фрезерного станка нет хобота, изменена конструкция станины для установки поворотной шпиндельной головки и в коробку скоростей дополнительно включены коническая (и = 30/30) и цилиндрическая (и=54/54) зубчатые пары привода шпинделя (рис. 9.20, б).
Вертикально-фрезерный бесконсольный станок мод. 6А54 (рис. 9.21) имеет следующие особенности: отсутствие консоли; более массивную станину и стойку; повышенную мощность; червячно-реечный привод стола.
Цепь главного движения (рис. 9.22): шпиндель VI получает вращение от электродвигателя М1 (N=37 кВт, п = 1460 об/мин), через цилиндрические зубчатые колеса (и= 18/53) и четыре двойных блока (z=24 и 32; z=28 и 36 на валу 11; z=32 и 48 на валу IV; z=22 и 60 на валу V).
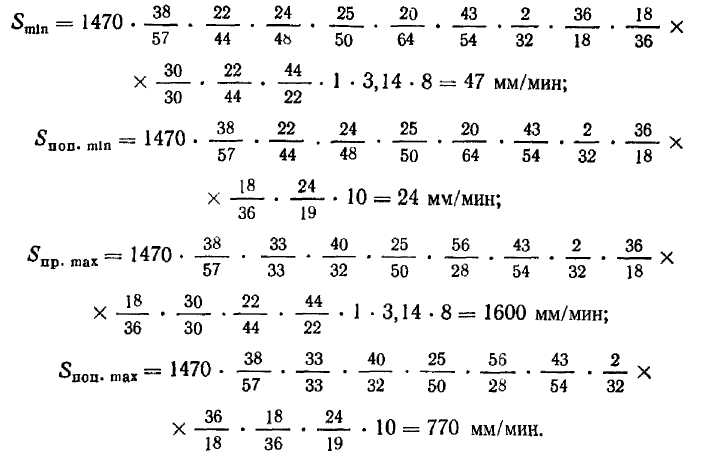
Число ступеней частот вращения шпинделя 4x2x2=16. Наименьшая пmin и наибольшая пmax частоты вращения шпинделя определяются по уравнениям:

Цепь подач: электродвигатель М2 (N=4,2 кВт, п = 1470 об/мин); упругая муфта 1; четыре двойных блока (z=33 и 29; z = 26 и 22 на валу VIIΙ; z=32 и 48 на валу X; z=56 и 20 на валу XI; вал XII; предохранительная муфта 2; зубчатые колеса (и=43/54); червячная передача (u= 2/32); дифференциальный механизм 3 (двигатель М3 отключен); коническая пара (u=36/18) дифференциала; вал XV. Далее по цепи продольного перемещения
через зубчатые колеса (и=(30/30)∙(22/44)∙(44/22) на червячно-реечную передачу (m=8; z=1) или по цепи поперечного перемещения через муфту 8, цепную передачу (и = 24/19) на винт (Р=10мм).
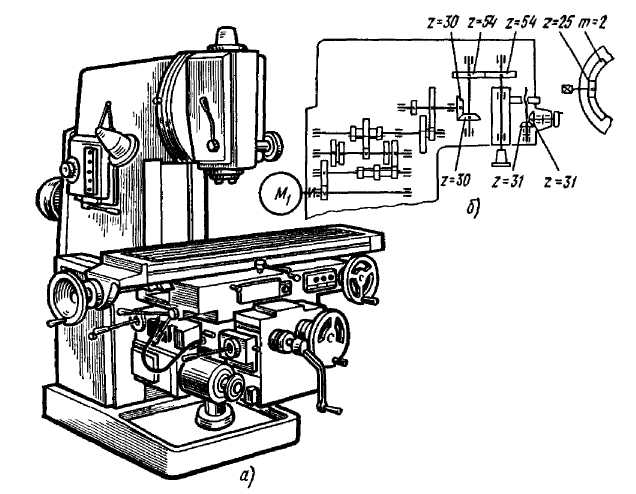
Рис. 9.20. Вертикально-фрезерный станок мод, 6Р12:
а - общий вид станка, б - кинематическая схема поворотной шпиндельной головки
Наименьшая и наибольшая продольная и поперечная подачи:
Цепи вспомогательных движений обеспечивают: перемещение шпиндельной бабки по вертикали; быстрое перемещение стола в продольном и поперечном направлениях и шпиндельной бабки по вертикали.
Ш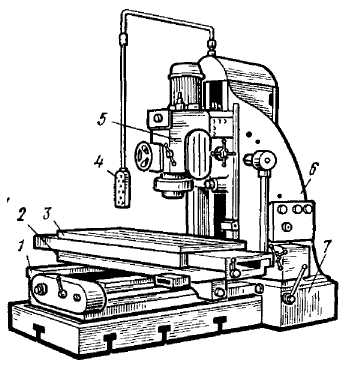 пиндельная
бабка перемещается по вертикали при
включении муфты 5 на
валу XV;
движение передается по
цепи:
пиндельная
бабка перемещается по вертикали при
включении муфты 5 на
валу XV;
движение передается по
цепи:
![]()
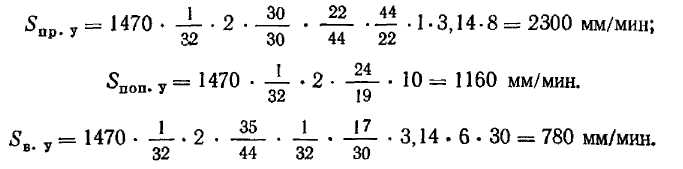
Ускоренная подача стола в продольном (Snp.y) и поперечном (Snon.y) направлениях и шпиндельной бабки по вертикали (Sв.у) производится от электродвигателя М3 (N = 6 кВт, n=1470 об/мин) через муфту 4, червячную пару (и=1/32) на вал XIV дифференциала (и = 2) и далее к червячно-реечной передаче продольной подачи.
Рис. 9.21. Вертикально-фрезерный
бесконсольный станок мод 6А54:
1 - станина, 2 - салазки, 3 - стол, 4 - подвесная кнопочная станция, 5 - шпиндельная бабка,
6 - стойка, 7 - коробка подач

Рис. 9.22. Кинематическая схема вертикально-фрезерного станка мод. 6А54
Изменение направления движений узлов станка производится реверсированием электродвигателей M1, М2, М3.
Полуавтоматический цикл работы станка осуществляется с помощью кулачков, Ручное продольное перемещение стола выполняется вращением маховичка 9 и далее по цепи: червячная пара (и = 2/30); муфта 8; зубчатые колеса (u=44/22); червячно-реечная передача (z=1, m = 8).
Ручное поперечное перемещение стола осуществляется махович-
ком 10 и далее по цепи: зубчатые колеса
![]()
гайка 11 по неподвижному винту л VI.
Муфту 6 включают при ручной продольной подаче стола, муциу 7 - при механической подаче стола.
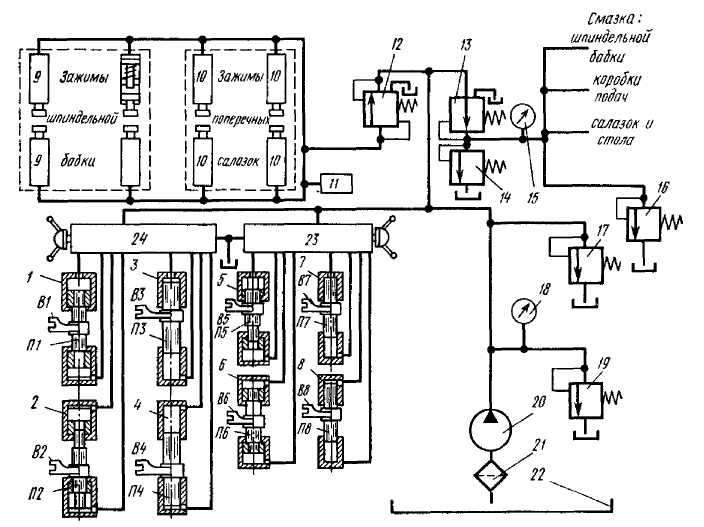
Рис. 9.23. Гидросхема управления вертикально-фрезерным станком мод. 6А54
Установочные перемещения (изменение частоты вращения шпинделя и подач; зажим и отжим шпиндельной бабки, салазок и гильзы шпинделя; автоматический подъем гильзы шпинделя; блокировки узлов) производятся с помощью гидравлической схемы станка (рис. 9.23). Масло из бака 22 через фильтр 21 нагнетается (под давлением 1-1,2 МПа) шестеренчатым насосом 20 в систему и регулируется предохранительным клапаном 19.
Для переключения скоростей и подач с помощью золотников 23 и 24 подводят масло в полость цилиндров 1-8, в результате чего перемещаются плунжеры П1-П8 с вилками В1-В8, сдвигающие блоки колес коробки скоростей. Вилка В1 сблокирована с вилкой В2, а вилка В5 - с вилкой В6.
Зажимные устройства 9 и 10 шпиндельной бабки, поперечных салазок и гильзы 11 шпинделя приводятся в действие переключением золотника 12.
Смазывание узлов станка производится также от гидросистемы (с понижением давления редукционным клапаном 13), излишки масла сливаются через клапан 14.
Контроль давления осуществляется реле давления 16 и 17 и манометрами 15 и 18.