

Полуавтомат мод. 3659а для заточки сверл и зенкеров
Полуавтомат мод. 3659А (рис. 8.6.) предназначен для заточки правых сверл, трех-и четырехперых зенкеров диаметром 10-80 мм с задними углами в пределах 6-17° и углами при вершине в пределах 70-140°. На станке можно также затачивать инструмент с двойными углами при вершине.
Задние поверхности сверл затачиваются по винтовой поверхности конической частью шлифовального круга.
На станке осуществляются следующие движения:
1) вращение шлифовального круга;
2) вращение установленного в патроне затачиваемого инструмента;
3) возвратно-поступательное перемещение шлифовального круга в направлении оси шпинделя станка;
4) планетарное движение шлифовального круга в плоскости, перпендикулярной к оси шпинделя станка;
5) автоматическая и ручная подачи затачиваемого инструмента на шлифовальный круг.
На рис. 8.7. показана кинематическая схема станка. Вращение передается шпинделю станка от электродвигателя N = 2,8 кет, n =1420 об/мин, клиноременной передачей Ø155/Ø115 с натяжным роликом 20. От этого же электродвигателя вращение через клиноременную передачу Ø75/Ø242, через зубчатую передачу 15/78 (зубчатое колесо z = 78 свободно сидит на валу), муфту 13 и зубчатые колеса 62/75, 75/62 приводится во вращение гильза 7 шпинделя. Для защиты механизмов от перегрузки в шкиве Ø242
предусмотрена перегрузочная муфта. Муфта 13 служит для включения и выключения вращения патрона с зажатым инструментом, планетарного и осевого перемещения шпинделя. Эти три движения между собой кинематически связаны и служат для образования задней винтовой поверхности на затачиваемом инструменте.

Рис. 8.6. Полуавтомат мод 3659А для заточки сверл и зенкеров:
1- станина; 2 - рукоятка установки вытяжной шпонки коробки передач, 3 - каретка; 4 - гайка
зажима верхней каретки, 5 - рукоятка поворота верхней каретки; 6 - рукоятка зажима бабки
заднего центра; 7 - рукоятка зажима заднего центра, 8 - патрон, 9 - зажим губок патрона;
10 - рукоятка механизма правки; 11 - откидная упорка; 12- гайка регулирования упорки на
толщину перемычки; 13 - шлифовальный шпиндель; 14 - рукоятка крана охлаждения; 15 - ру-
коятка установки на величину заднего угла; 16 - кнопка «Пуск»; 17 - кнопка «Стоп», 18 - шпин-
дельная бабка; 19 - маховичок включения механизма автоматической подачи, вращения патрона,
планетарного и осевого перемещения шпинделя; 20 - рукоятка установки величины подачи, 21 -
механизм подачи; 22 - маховичок ручной подачи каретки; 23 - винт регулирования пружины натяжного ролика; 24 - выключатели.
Планетарное движение шшнделя_16 со шлифовальным кругом способствует более равномерному износу круга. Это движение осуществляется эксцентричным расположением оси шпинделя 16 по отношению к оси гильзы 7. Последняя вращается в разрезных конусных биметаллических подшипниках скольжения. Шпиндель смонтирован в эксцентрично-расточенных отверстиях гильзы на радиально-упорных шарикоподшипниках.
Торцовый кулачок 8, закрепленный на гильзе, имеет три различных кривых подъема, которые расположены концентрично. В зависимости от диаметра затачиваемого сверла и требуемой величины заднего угла в работе участвует одна из этих кривых. Торцовый кулачок 8 прижимается двумя пружинами 6 к упору 9, закрепленному на корпусе шлифовальной бабки. ^^1
Упор 9 имеет три различных выступа, которые при помощи рукоятки 15 (рис. 8.7.) приводятся в контакт с соответствующей кривой кулачка и тем самым изменяют
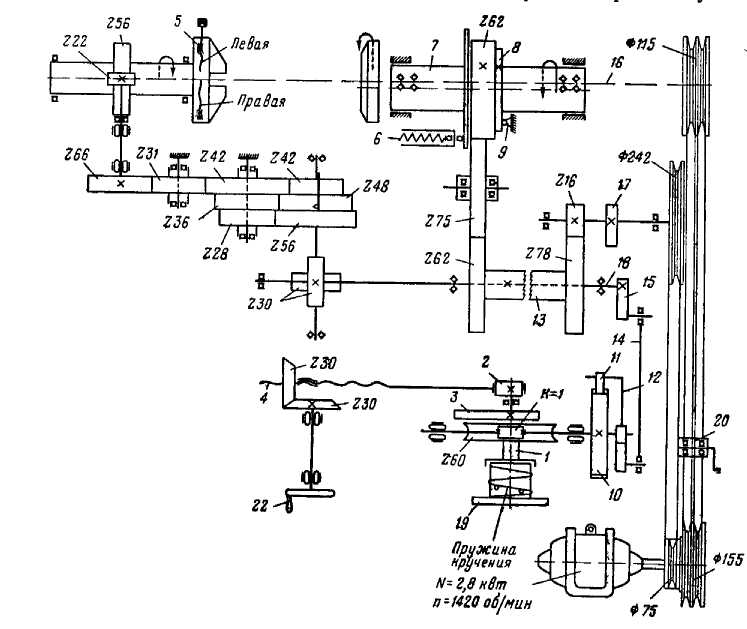
Рис. 8.7. Кинематическая схема полуавтомата мод. 3659А для заточки сверл.
величину осевого перемещения шпинделя, а следовательно, при заточке по винтовой поверхности — и величину ее шага. Изменение величины шага винтовой поверхности позволяет изменять величину заднего угла затачиваемого инструмента.
В соответствии с величиной диаметра затачиваемого сверла применяют торцовые кулачки для заточки малых, средних или больших диаметров. Патрон 5 (рис. 8.7.) получает вращательное движение от цепи вращения гильзы 7.
Расчетное уравнение настройки для данной цепи:
1 об. кулачка ∙62/62∙×30/30∙i∙42/66×22/56=1/К
где i = 4/К; здесь К — соответствующее передаточное отношение зубчатых колес коробки передач
(К = 56/28; 48/36 или 42/42),
выбираемое в зависимости от затачиваемого инструмента; i = 2 при заточке сверл; i = 3 или 4 при заточке соответственно трехперых или четырехперых зенкеров.
Таким образом, сверла затачиваются при включении нижних зубчатых колес трехвенцового механизма, трехперые зенкеры - при включении средних и четырехперые зенкеры - при включении верхних зубчатых колес.
Каретка 3 (рис. 8.6) с установленным на ней патроном 8 перемещается по направляющим станины. Каретку можно перемещать вручную, маховичком 22 (рис. 8.6, 8.7.) через конические зубчатые колеса 30/30, винт 4 (рис. 8.7.) и гайку, закрепленную на каретке патронодержателя.
На станке можно производить также автоматическую подачу при помощи механизма, показанного на рис. 8.8. Включение вращения патрона с инструментом, возвратно-поступательного и планетарного движения шлифовального круга, установка на глубину снимаемого слоя и включение автоматической подачи производится одним маховичком 19 (рис. 8.6, 8.7.). Поворотом маховичка 19 на угол примерно 40° от кулачка 3 (рис. 8.7., 8.8.), закрепленного на валике 1, через рычаг и вилку включается кулачковая муфта 13 (рис. 8.7.) привода вращения патрона, планетарного и осевого перемещения шпинделя.
Дальнейшим поворотом маховичка 19 (рис. 8.7), а следовательно, I и кулачка 2 автоматической подачи изделия по лимбу устанавливается необходимая величина снимаемого при заточке слоя.
После этого, нажав на маховичок 19, включают мелкозубую торцовую муфту 4 (рис. 8.8). Кривошип 15, закрепленный на конце распределительного вала 18 (рис. 8.7), при своем вращении через шатун 14 (рис. 8.7., 8.8.) и рычаг 12 передает качательное движение собачке 11, которая поворачивает храповое колесо 10, а следовательно, и червяк 8 (k = 1, рис. 8.8.), с червячным колесом 5 (z = 60), осуществляя вращение кулачка 2 - автоматической подачи каретки изделия.
Кривая кулачка 2 выполнена так, что величина подачи в процессе заточки изменяется; в начале цикла, когда происходит грубая заточка, подача имеет наибольшую величину, затем величина подачи уменьшается и в конце заточки происходит процесс выхаживания (подача равна нулю). Это повышает качество заточки инструмента. Величина максимальной подачи регулируется в пределах 0,04-0,005 мм при помощи щитка 13, закрывающего часть зубьев храпового колеса 10 (рис. 8.7., 8.8). Величина подачи изменяется рукояткой 9 (рис. 8.8). Этой же рукояткой устанавливают валик 1 в положение, при котором планетарное движение шпинделя и вращение патрона будут включены с учетом поворота маховичка 19 на 40° от исходного положения.
В конце цикла автоматическая подача отключается упорами 7, расположенными на маховичке 19, которые, встречаясь с торцовыми кулачками 16, постепенно выводят из зацепления мелкозубую торцовую муфту 4. После отключения автоматической подачи пружина кручения 6 поворачивает валик 1 с маховичком 19 и кулачком 2 в исходное положение, а кулачок 3 отключает муфту 13 (рис. 8.7), и происходит отключение вращения патрона, планетарного и осевого движения шпинделя. Следовательно, по окончании заточки все движения, кроме вращения шлифовального круга, автоматически отключаются, а затачиваемый инструмент отводится от круга.
Каретка 3 (рис. 8.6) состоит из двух частей. Нижняя часть (салазки) перемещается по направляющим станины параллельно оси шпинделя.
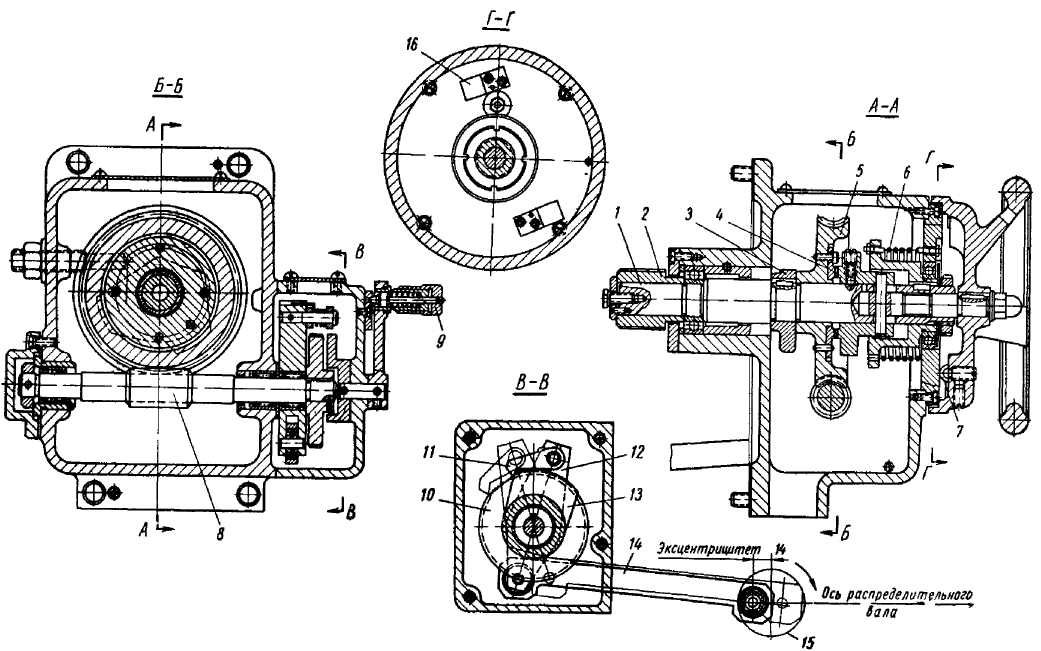
Рис. 8.8. Механизм подачи полуавтомата мод. 3659А.
Верхняя часть, вместе с патронами изделия, может устанавливаться под углом относительно оси шпинделя. Угол поворота отсчитывается по шкале. После установки верхняя часть закрепляется винтом и гайкой 4.
Затачиваемый инструмент перед закреплением устанавливается в патроне по специальной откидной упорке, закрепленной шарнирно на торце патрона. На конусе упорки имеется регулируемый зуб, который можно перемещать и по специальной шкале устанавливать на заданную толщину перемычки затачиваемых сверл. Для заточки зенкеров зуб устанавливают в нулевое положение.
На штанге сзади патрона имеется подвижной центр, который служит дополнительной опорой, центрирующей инструмент.
На корпусе нижней каретки закреплен механизм правки шлифовального круга. Правка производится твердосплавным роликом или алмазным карандашом.
В станине расположен бак с охлаждающей жидкостью; жидкость подается электронасосом производительностью 22 л/мин.
Механизмы шпиндельной бабки, каретки и шпинделя смазываются от плунжерного насоса, который укреплен на задней крышке шпиндельной бабки. Возвратно-поступательное движение передается на плунжер насоса от эксцентрика 17 (рис. 8.7).