

Притирочные станки
Притиркой (лапингованием) называется механическая доводка рабочих поверхностей деталей, выполняемая с помощью специальных абразивных паст и порошков, смешанных со смазкой и нанесенных на поверхность детали или инструмента – притира.
Характер относительного движения при притирке зависит от формы и других особенностей обрабатываемой поверхности. При этом детали (заготовке) и притиру стремятся сообщить несколько различных движений, чтобы траектории абразивных зерен притира не повторялись на обрабатываемой поверхности. Это способствует равномерности и высокой производительности операции притирки (достаточно быстрому удалению металла с обрабатываемой поверхности), обеспечению не только очень высокой чистоты этой поверхности, но и высокой точности ее.
Слой металла, снимаемый притиркой, обычно имеет толщину 0,003- 0,030 мм, а в отдельных случаях может достигать 0,08-0,1 мм.
В качестве притирающих веществ применяют абразивные порошки (алмазную пыль, карбид бора, карбид кремния, электрокорунд, наждак) и пасты (из окиси_хрома, окиси алюминия, крокуса, венской извести), растворенные в смазочных и связующих веществах (бензине, керосине, нефтяных и растительных маслах, а также в жирах животного происхождения).
Притиры изготовляют из чугуна (СЧ 18-36, СЧ 21-40), мягкой стали, квасной меди, латуни, твердых пород дерева, а также из закаленной стали и стекла. Использование медных и стальных притиров ускоряет процесс притирки, чугунные притиры лучше сохраняют свою форму и обеспечивают малую шероховатость обработанной поверхности, а стеклянные - высокую производительность при применении мелкозернистого абразива и лучшую, по сравнению с чугунными притирами, шероховатость поверхности. Очень низкую шероховатость поверхности при окончательной притирке позволяют получить притиры из твердых пород дерева (бук, дуб).
Притирочные станки бывают общего назначения и специализированные (например, для притирки седел клапанов, шеек коленчатых валов, кулачков распределительных валиков, зубчатых колес и др.).
Цилиндрические и плоские поверхности чаще подвергаются отделке на станках общего назначения с помощью одного или двух притиров. Детали вкладывают в окна сепаратора, форма которых зависит от формы деталей. Сепаратор с деталями устанавливается эксцентрично между двумя доводочными дисками (притирами) (рис. 7. 20. а). Благодаря относительному проскальзованию, обусловленному различными скоростями вращения доводочных дисков и сепаратора, а также давлению дисков на обрабатываемую поверхность, абразивные зерна, которыми шаржированы поверхности дисков, удаляют с поверхности деталей мельчайшие частицы металла. Во избежание повреждения притираемой поверхности сепараторы изготовляют из достаточно мягкого материала (текстолита, меди и т. п.).
Для притирки сравнительно больших плоскостей применяют станки с одним диском. Деталь устанавливают в приспособлении, которому с помощью водила сообщается качательное движение по поверхности вращающегося доводочного диска (рис. 7.20. б).
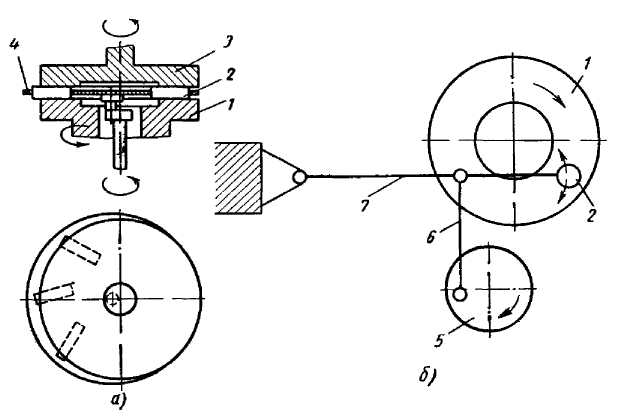
Рис. 7.20. Схемы работы притирочных станков:
а - с двумя дисками, б - с одним диском. 1 - нижний доводочный диск (притир); 2 - деталь, 3 - верхний доводочный диск (притир); 4 - сепаратор (держатель деталей). 5 - кривошипный диск (радиус кривошипа регулируется), 6 - шатун, 7 - качающийся рычаг (коромысло)
На притирочных станках (рис. 7.21.) можно обрабатывать различные наружные и внутренние поверхности, в том числе и плоские, притирать шейки коленчатых валов, кулачки распределительных валиков, концевые меры, пробки-калибры, зубчатые колеса и т. п. В корпусе станины 1 помещен привод притира 5. Притир 3, соединенный со шпинделем станка, помещенным в колонне 2, получает вращательное движение и перемещение по вертикали.
Притирка деталей осуществляется притирами 3 и 5, между которыми помещен сепаратор 4. Обрабатываемые заготовки свободно помещаются в гнездах сепаратора, который расположен либо эксцентрично относительно осей притиров, либо концентрично. В первом случае сепаратор свободно насажен на ось, которая вращается в направлении притира 5. Во втором случае сепаратор получает колебательное возвратно-поступательное движение от отдельного привода.
Сепараторный диск (рис. 7.22. а) имеет поперечное перемещение для изменения эксцентриситета е его оси относительно оси вращения металлических притиров; это необходимо для обеспечения равномерного изнашивания притиров. Примерная относительная траектория заготовки во время обработки показана на рис. 7.22. б.
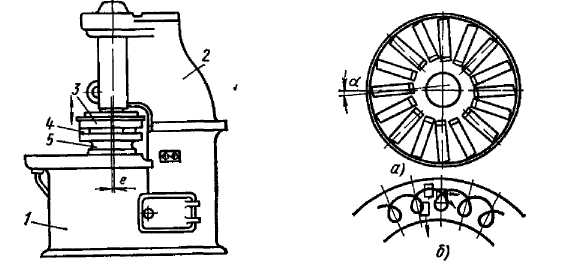
Рис. 7.21. Притирочный станок, Рис. 7.22. Сепараторный диск
работающий металлическими дисками
Универсальный притирочный станок 3816 (рис. 7.23.)
Предназначен для обработки плоских и цилиндрических поверхностей. Шпиндель 5 станка вращается от электродвигателя (N = 7,8 кВт) через клиноременную передачу 150/375, червячную передачу 4/40, карданный вал 11 с двумя универсальными шарнирами и клиноременную передачу 320/352. В результате этого притир 2 также получает вращательное движение.
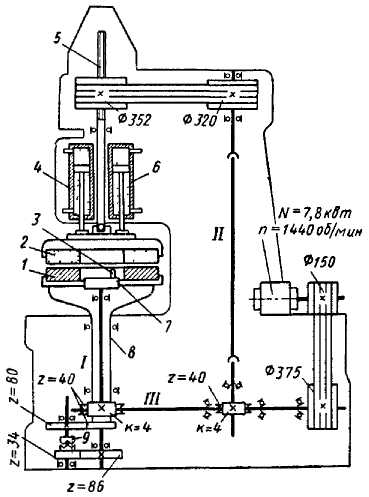
Рис. 7.23. Кинематическая схема притирочного станка 3816
Вращение нижнему диску 1 передается от того же электродвигателя через вал ΙΙΙ, червячную передачу 4/40 и втулку 8.
При обработке плоских поверхностей сепаратору сообщается принудительное
колебательное движение от кривошипного пальца 3. Палец 3 укреплен в шайбе 7, и его можно радиально перемещать для изменения эксцентриситета, что позволяет изменять величину колебательного движения сепаратора. Шайба 7 вращается от вала ΙΙΙ через червячную передачу 4/40, цилиндрические пары 40/80, 34/86 и вал Ι. При притирке цилиндрических поверхностей во избежание завала их концов сепаратор остается во время работы неподвижным, для чего выключают муфту 9. Подвод и прижим притира 2 к обрабатываемым заготовкам осуществляется гидромеханизмом, работающим от шиберного насоса, который работает от отдельного электродвигателя мощностью 1 кВт (насос и электродвигатель на схеме не показаны). Гидромеханизм имеет гидроцилиндры 4 и 6, поршневые штоки которых соединены с патроном притира 2. Станок снабжен механизмом для автоматического останова после окончания притирки, продолжительность которой задается.