

Внутришлифовалъный станок зк228в
Внутри шлифовальные станки по виду круговой подачи выпускают обычными (простыми) и планетарными. Обычные станки применяют для шлифования отверстий в деталях, которые можно закреплять в патроне и которым можно сообщать вращательное движение. Такие станки получили наибольшее распространение. Для шлифования отверстий в тяжелых деталях, а также в деталях несимметричной формы используют
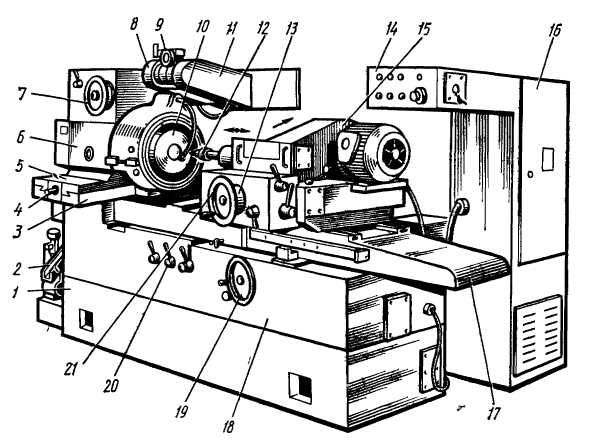
Рис. 7.15 Внутришлифовалъный станок ЗК228В
планетарные внутришлифовальные станки (см. рис. 7.1, г).
Станок ЗК228В (рис. 7.15) является универсальным внутри-шлифовальным станком (простым). Он предназначен для шлифования цилиндрических и конических отверстий (диаметром 50- 200 мм и длиной до 200 мм) в мелко- и среднесерийном производстве. На станке предусмотрено торцешлифовальное устройство 11 для обработки с одной установки кругом 8 торца заготовки. Станок состоит из станины 18, на направляющих которой смонтирован стол 17 со шлифовальной бабкой 15, шпинделем и кругом 12. Шлифовальная бабка на столе перемещается по поперечным верхним направляющим качения механически или вручную от маховика 21. С левой стороны на станине на салазках 5 моста 3 установлена бабка изделия 6 со шпинделем и патроном 10. Бабка изделия установлена на салазках и имеет установочное поперечное перемещение от винта 4, а также при необходимости может поворачиваться на угол для шлифования конических отверстий.
Продольное перемещение стола осуществляется от гидропривода, расположенного в станине и управляемого рукояткой 20, Вручную в продольном направлении стол перемещается маховиком 19. Торцешлифовальное устройство, установленное на бабке изделия, может поворачиваться из верхнего положения в рабочее механически или маховиком 7. Ручная подача круга (на врезание) - от маховика 9. Охлаждающая жидкость подается электронасосом 2 из бака 1. Электроаппаратура с пультом управления 14 расположена в электрошкафу 16.
В процессе шлифования вращаются заготовка и шлифовальный круг при одновременном его возвратно-поступательном перемещении вместе со шлифовальной бабкой и столом. Шлифовальной бабке периодически сообщается поперечная подача. Работа торцешлифовального устройства происходит при вращении заготовки и шлифовального круга и подачей круга вдоль оси. Размер шлифуемого отверстия контролируют на станке или по лимбу 13 механизма поперечной подачи шлифовальной
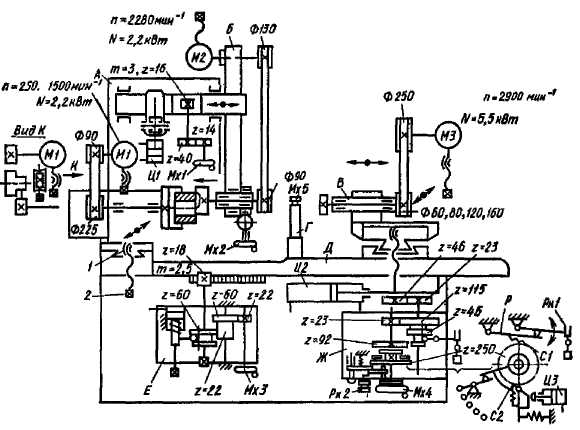
Рис. 7.16. Кинематическая схема внутришлифовального станка ЗК.228В
бабки, или по измерительному прибору. В этом случае лапка прибора вводится в отверстие и по мере снятия припуска по индикатору можно наблюдать за ходом шлифования и прекратить обработку при достижении размера.
Движения в станке (рис. 7.16). Главное движение - вращение шлифовального круга бабки В - осуществляется от электродвигателя M3 через плоскоременную передачу со сменными шкивами. Вращение круга торцешлифовального устройства Б происходит от электродвигателя М2 с помощью ременной передачи.
Круговая подача - вращение шпинделя бабки А с обрабатываемой заготовкой — производится от электродвигателя Ml с бесступенчатым регулированием частоты вращения через клиноременную передачу 90/225.
Продольная подача - возвратно-поступательное движение шлифовального круга — осуществляется от гидропривода с гидроцилиндром Ц2. Скорость стола Д бесступенчато регулируется в пределах 0,1 - 12 мм/мин. Ручное перемещение стол получает от маховика МхЗ механизма Е через зубчатые колеса 22/60, 22/60 и реечную пару (z = 18; m = 2,5). Гидравлическое и ручное перемещения стола сблокированы. При осуществлении гидравлической подачи зубчатое колесо z = 60 с помощью гидроцилиндра выводится из зацепления с широким колесом z = 22.
Поперечная подача
шлифовального круга бабки
В
осуществляется с
помощью механизма подачи Ж.
Механизм обеспечивает: а) ручное
перемещение за один оборот маховика
Мх4;
б) ускоренное 1![]() 5
= 5 мм
и медленное 1
5
= 5 мм
и медленное 1![]() 5 = 0,5 мм перемещения;
в) дозированное перемещение, при котором
посредством качания рукоятки Рк1
через рычажную систему
Р и
собачку С1
осуществляется
поворот храпового колеса z
= 250. В этом случае
при повороте колеса на один зуб поперечная
подача составляет
5 = 0,5 мм перемещения;
в) дозированное перемещение, при котором
посредством качания рукоятки Рк1
через рычажную систему
Р и
собачку С1
осуществляется
поворот храпового колеса z
= 250. В этом случае
при повороте колеса на один зуб поперечная
подача составляет