

Техническая характеристика станка зм182
Диаметр шлифования, мм … 0,8-25; Наибольшая длина шлифуемой детали, мм … 170; Размер (диаметр × ширина) круга, мм (шлифовального … 200 × 40, ведущего … 150×40);
Частота вращения ведущего круга, мин-1 … 11-150; Мощность электродвигателя привода шлифовального круга, кВт. … 7,5; Габаритные размеры, мм (длина … 2230, высота …1455, ширина … 2120); Отклонение от круглости после шлифования, мкм … 0,6.
На рис. 7.13 показан бесцентровый круглошлифовальный станок, на станине 1 неподвижно установлена бабка 2, несущая шпиндель со шлифовальным кругом 11, Справа в продольных направляющих станины размещена плита 8, на которой установлена бабка 6 с поворотной головкой 9 и ведущим кругом 10. Круг можно поворачивать вокруг горизонтальной оси на требуемый угол. На станине закреплена направляющая призма (нож) 4, являющаяся опорой для обрабатываемой детали. Установка бабки 6 ведущего круга на размер обрабатываемой детали, а также компенсация износа круга производится перемещением бабки по направляющим станины вместе с плитой 8 с помощью маховичка 7 и винтовой передачи.
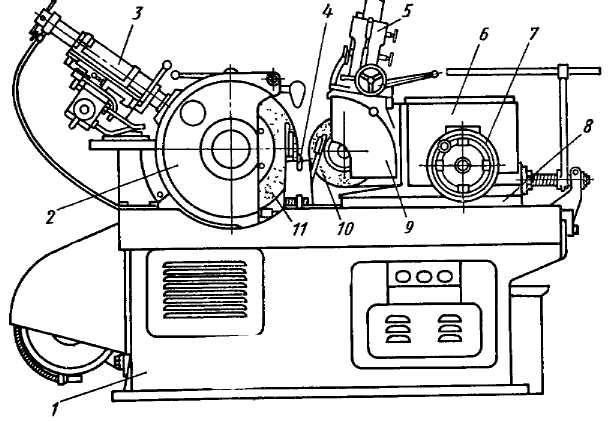
Рис. 7.13. Бесцентровый круглошлифовальный станок
Механизмы привода смонтированы внутри станины. Вращение кругам сообщает электродвигатель, расположенный слева на станине. Для периодической правки шлифующего и ведущего кругов служат специальные устройства 3 и 5, снабженные
алмазными карандашами. Кинематическая схема станка показана на рис. 7.14.
Привод главного движения. Вращение шлифовального круга осуществляется от асинхронного электродвигателя Ml через ременную
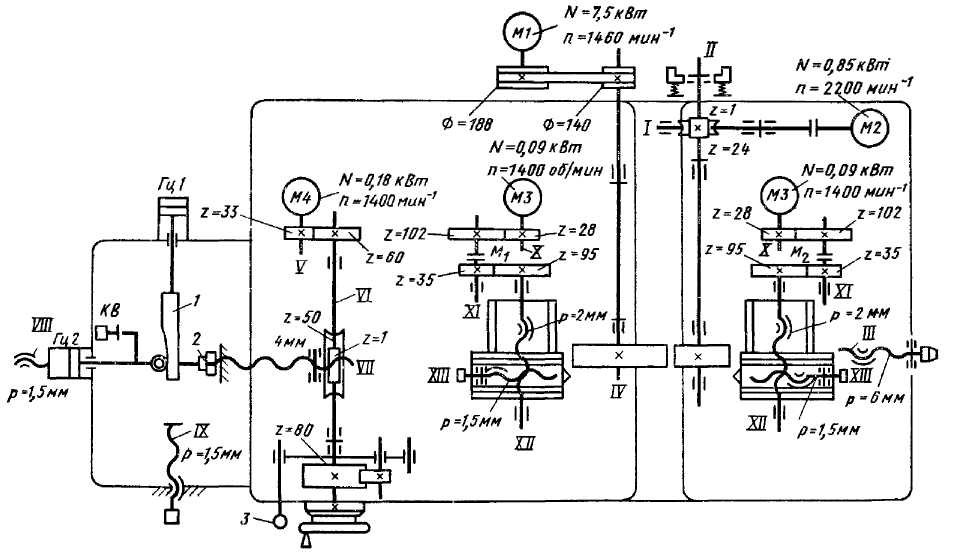
Рис. 7.14. Кинематическая схема бесцентрово-шлифовального станка
передачу Ø188/Ø140. Электродвигатель установлен на отдельной плите
с индивидуальным фундаментом.
Вращение ведущего круга осуществляется от электродвигателя постоянного тока М2 типа ПБСТ-22 через червячную передачу 1/24.
Перемещение салазок механизмов правки шлифовального и ведущего кругов осуществляется по цепи: двигатели МЗ - передачи 28/102 - Ручное перемещение шлифовальной бабки осуществляется от маховика через червячную передачу 1/50 на ходовой винт VII с шагом p = 4 мм. Быстрое перемещение шлифовальной бабки осуществляется от электродвигателя М4 через цилиндрическую передачу 33/60 и червячную передачу 1/50 на ходовой винт VII с шагом р = 4 мм.
предохранительные муфты М1 и М2 - передачи 35/95 - ходовые винты XII с шагом р = 2 мм.
Толчковую подачу шлифовальной бабки производят рычагом 3 через храповую собачку и храповое колесо z = 80 и далее по кинематической цепи перемещения шлифовальной бабки.
Движение врезания шлифовальная бабка получает от гидроцилиндров ГЦ1 и ГЦ2. Поперечная подача осуществляется от гидроцилиндра ГЦ1, который перемещает клин 1, контактирующий со штоком гидроцилиндра ГЦ2, являющегося продолжением винта VII.
Ускоренный привод осуществляется штоком гидроцилиндра ГЦ2. Выхаживание происходит на упоре 2 в конце поперечной подачи, когда прерывается контакт между клином и штоком гидроцилиндра ГЦ2.