

Бесцентрово-шлифовальные станки
Они предназначены для высокопроизводительного шлифования поверхностей типа тел вращения малого диаметра и большой длины, а также деталей, не имеющих центровых отверстий.
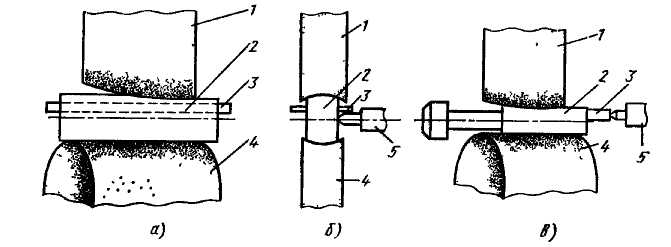
Рис. 7.10. Способы бесцентрового шлифования
а - напрохоД, б - врезное, в - до упора 1 - шлифовальный круг, 2 - заготовка, 3 - опорный нож, 4 - ведущий круг, 5 - упор
На бесцентрово-шлифовальных станках заготовки обрабатывают тремя способами (рис. 7.10): шлифованием напроход, врезным шлифованием, шлифованием до упора. Перемещение заготовки 2 вдоль периферии круга 1 осуществляется в результате поворота ведущего круга 4 на определенный угол или за счет наклона опорного ножа 3 (рис 7.11.). Во всех случаях заготовка 2 находится в контакте с опорным ножом 3, шлифующим кругом 1 и ведущим кругом 4 Оба круга вращаются в одном направлении Частота вращения шлифовального круга в 60-100 раз выше частоты вращения ведущего круга (рис. 7.12).
Поперечная подача на бесцентрово-шлифовальных станках осуществляется:
а) перемещением ведущего круга и опорного ножа относительно неподвижной шлифовальной бабки;
б) перемещением шлифовальной бабки и опорного ножа относительно неподвижного ведущего круга;
в) перемещением шлифовального и ведущего кругов относительно неподвижного опорного ножа.
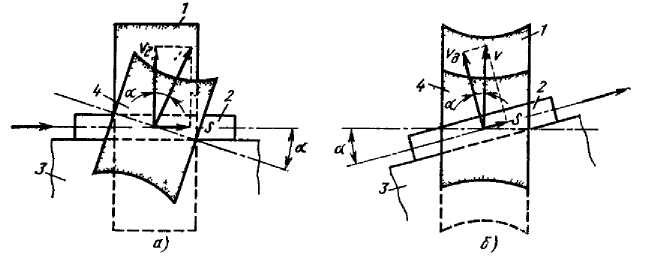
Рис, 7.11. Схема получения продольной подачи заготовки при бесцентровом шлифовании путем поворота ведущего круга (о) и опорного ножа (б)
vд - окружная скорость заготовки; v - окружная скорость ведущего круга; s - продольная подача; - угол поворота ведущего кpyra или наклона опорного ножа (позиции те же что и на рис. 7.10)
В большинстве современных станков применяют бесступенчатое регулирование частоты вращения ведущего круга, что позволяет сохранить постоянную производительность по мере изнашивания ведущего круга. Обрабатываемые детали базируются либо на ноже, либо на башмаках. Станки снабжаются приборами правки шлифовального и ведущего кругов.
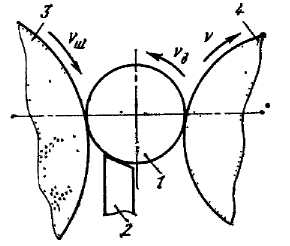 Рис. 7.12 Схема бесцентрового
шлифования
Рис. 7.12 Схема бесцентрового
шлифования
vш — окружная скорость шлифовального круга;
v — окружная скорость заготовки;
v — окружная скорость ведущего круга
(позиции те же, что на рис. 7.10.)
В станках этого типа отсутствуют какие-либо приспособления для закрепления заготовок, так как их базируют на опорных ножах различной конструкции. Ножи выполняют гладкой или ступенчатой формы из легированной стали, а опорную поверхность закаливают, или из углеродистой стали, в этом случае нож оснащают пластинкой из твердого сплава. При отделочном шлифовании и полировании применяют ножи с опорной поверхностью, выполненной из твердой резины.
Бесцентрово-шлифовальный станок ЗМ182.
Он предназначен для обработки методами продольного или врезного шлифования гладких, ступенчатых, конических и фасонных поверхностей тел вращения.