

Припуски на диаметр при абразивном и алмазном хонинговании
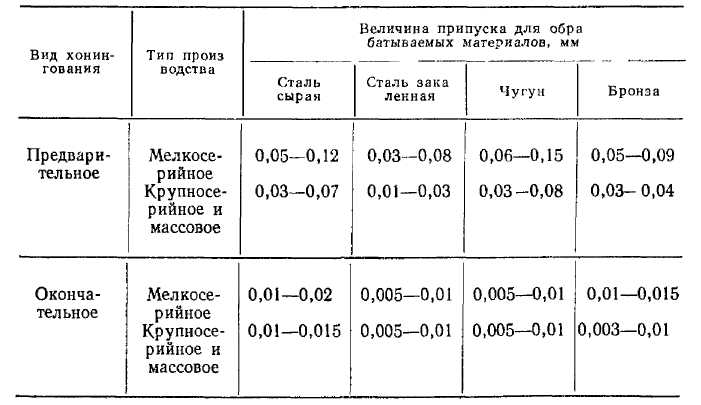
Примечание: Припуск на операцию отделочного хонингования при абразивном и алмазном хонинговании деталей из чугуна я стали берут в пределах 0,005 - 0,01 мм на диаметр, а при хонянговании деталей нз цветных енлавов до 0,01 - 0,02 мм на диаметр
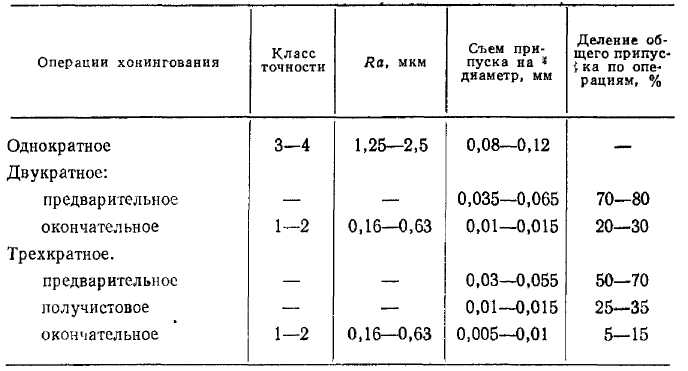
В условиях крупносерийного и массового производства следует более тщательно учитывать все факторы, определяющие величину общего припуска под хонингование. Для этого необходим точностной анализ операций, предшествующих хонингованию, по данным замеров партии в количестве 100-200 обработанных деталей. Рекомендации по выбору припуска на диаметр при абразивном и алмазном хонинговании различных материалов даны в табл. 6.1, а достигаемая точность и качество обработки в зависимости от технологического назначения операций - в табл. 6.2.Результаты обработки отверстий на хонинговальном станке в значительной степени зависят от принятой схемы хонингования. Она определяется особенностями конструкции
Таблица 6.2
Достигаемая точность и качество обработки при различных видах хонингования
хонинговальной головки, зажимного приспособления, способом установки и закрепления обрабатываемой детали. При хонинговании, в отличие от других видов абразивной обработки, форма режущего инструмента совпадает с формой получаемой поверхности. Благодаря этому резание ведется большим числом микрокромок режущих зерен хонинговальных брусков и радиальные составляющих сил резания в силу равномерного расположения брусков по окружности головки в значительной степени уравновешиваются и не передаются несущей системе станка.
 Следовательно, при хонинговании
возможна самоустанавливаемость режущего
инструмента относительно обрабатываемой
поверхности. Чтобы ее обеспечить, связь
хонинговальная головка—обрабатываемая
деталь должна иметь четыре степени
свободы, осуществляемые путем поворота
и поступательного движения относительно
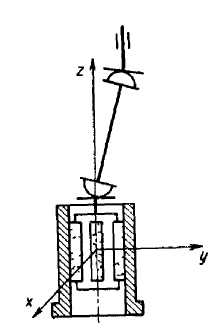
осей х и у (рис. 6.27). Возможен ряд способов
получения указанных степеней свободы:
определенное расположение шарниров,
сочетание шарнира и механизма
плоскопараллельного движения,
распределение вращательного и
возвратно-поступательного движения
между хонинговальной головкой и
обрабатываемой деталью. Классификация
схем хонингования представлена на
рис. 6.28. Каждая схема здесь обозначается
Следовательно, при хонинговании
возможна самоустанавливаемость режущего
инструмента относительно обрабатываемой
поверхности. Чтобы ее обеспечить, связь
хонинговальная головка—обрабатываемая
деталь должна иметь четыре степени
свободы, осуществляемые путем поворота
и поступательного движения относительно
осей х и у (рис. 6.27). Возможен ряд способов
получения указанных степеней свободы:
определенное расположение шарниров,
сочетание шарнира и механизма
плоскопараллельного движения,
распределение вращательного и
возвратно-поступательного движения
между хонинговальной головкой и
обрабатываемой деталью. Классификация
схем хонингования представлена на
рис. 6.28. Каждая схема здесь обозначается
тремя цифрами: первая указывает на расположение шарниров или их сочетание с механизмом плоскопараллельного движения,вторая и третья — соответственно на распределение вращательного и поступательного движений. Выбор схемы хонингования, конструкции хонинговальной головки и способа закрепления детали в приспособлении производят с учетом габаритных размеров и веса последней, соотношения длины и диаметра отверстия, требований к точности обработки.
Рис. 6.27. Схема связи хонинговальная На практике наиболее широко при
головка- обрабатываемая деталь и ее меняют хонингование «плавающей»
степени свободы относительно осей х и у головкой при жестком закреплении
обрабатываемой детали в приспособлении (рис. 6.29, а -схема типа 111). Получает
признание хонингование жестко закрепленной головкой при «плавающей»
обрабатываемой детали (схема рис. 6.29, б – типа 911). По первой схеме обрабатывают отверстия с отношением длины к диаметру в пределах 1,5-2 (средней длины) и 5-10 и более (большой длины) в деталях типа гильз двигателей, цилиндров гидро- и
пневмоприводов и других. По второй схеме обрабатывают короткие отверстия в деталях типа зубчатых колес, колец, шатунов, втулок и др. деталей с отношением длины к диаметру отверстия меньшим или равным единице. Схемы 811 и 911 рекомендуется применять и в тех случаях, когда на операциях алмазного хонингования требуется исправить неперпендикулярность отверстия к базовой поверхности детали.
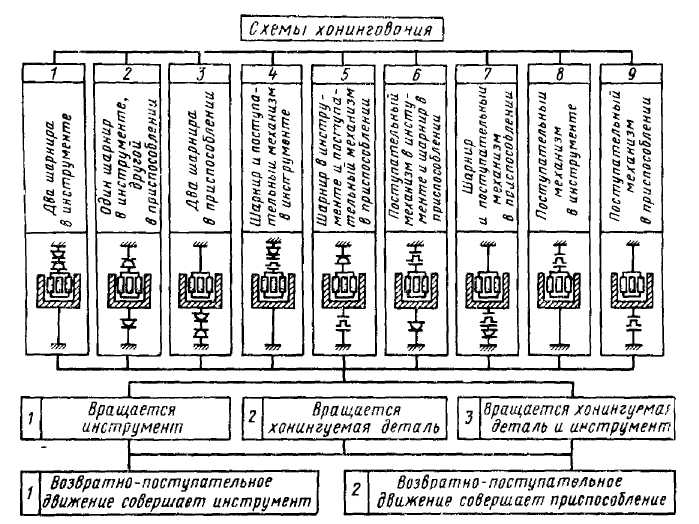
Рис. 6.28. Классификация схем хонингования
Н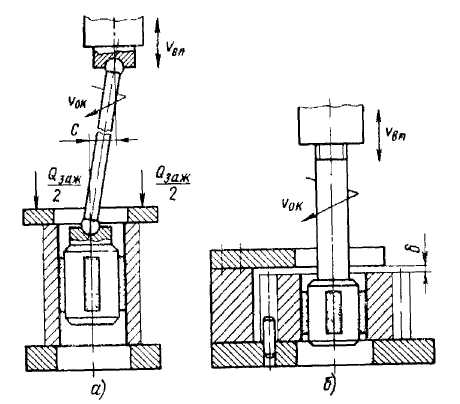 а
вертикально-хонинговальных станках
чаще используют схемы обработки при
вращающейся головке, а на
горизонтально-хонинговальных - при
одновременном вращении головки и
обрабатываемой детали. Более универсальными
являются схемы, когда возвратно-поступательное
движение осуществляется хонинговальной
головкой. Однако при хонинговании
коротких деталей находят применение
схемы, когда возвратно-поступательное
движение имеет обрабатываемая
деталь. Критерием правильного
выбора характеристики хонинговальных
брусков является
а
вертикально-хонинговальных станках
чаще используют схемы обработки при
вращающейся головке, а на
горизонтально-хонинговальных - при
одновременном вращении головки и
обрабатываемой детали. Более универсальными
являются схемы, когда возвратно-поступательное
движение осуществляется хонинговальной
головкой. Однако при хонинговании
коротких деталей находят применение
схемы, когда возвратно-поступательное
движение имеет обрабатываемая
деталь. Критерием правильного
выбора характеристики хонинговальных
брусков является
получение устойчивых результатов по точности обработки и шероховатости поверхности в сочетании с высокой
Рис. 6.29. Схемы хонингования : производительностью и экономичностью
а - «плавающей» головкой, б - жесткой головкой, процесса. Для абразивных брусков
определяют материал режущих зерен, тип связки, зернистость, твердость и структуру, а для алмазных — марку алмазных зерен, зернистость, концентрацию алмазов в алмазоносном слое и тип связки. Необходимые рекомендации приведены в литературе. Тип и
размеры хонинговальных бруско принимают по соответствующим ГОСТам (см. ниже).
Бруски из эльбора подбирают аналогично алмазным брускам.