

Исполнительных, движениях
Согласно схемы на рис. 1.2, б частоту вращения шпинделя (механизма главного движения) определяется следующим образом
nш=nd1/d2ηрιv, (1.2)
где n-частота вращения электродвигателя; d1/d2-передаточное отношение ремённой передачи; ιv-передаточное отношение органа настройки цепи главного движения; ηр-кпд ремённой передачи. Если nd1/d2ηр=С считать постоянной величиной, то
ιv= nш/С. (1.3)
Кинематическая связь между шпинделем и источником движения (электродвигателем) называют внешней связью. Внутренняя связь состоит из кинематической цепи подач и связывает движение шпинделя с механизмом подач. На рис. 1.3, а показана кинематическая связь при нарезании резьбы, в которой ιs передаточное отношение органа настройки цепи подач. В том случае, когда
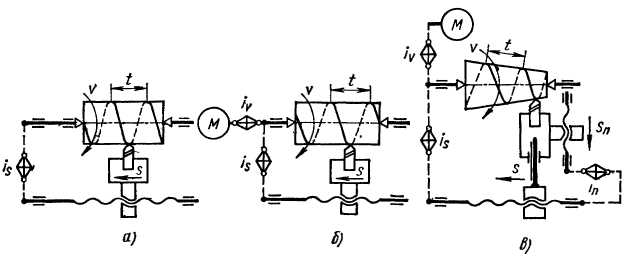
Рис. 1.3. кинематические связи при сложных исполнительных движениях
появляется необходимость обеспечить дополнительное движение подачи Sn (рис. 1.3, б), тогда появляется новая кинематическая цепь подач органом настройки у которого передаточное отношение настройки ιn. Эта схема показывает возможность нарезания винтовой линии на конусе. Уравнение кинематического баланса цепи подачи примет следующий вид, если механизм подачи приводится в движение винтовой парой
nш ιstk =S, (1.4)
где t- шаг ходового винта, мм; k- число заходов; S-скорость подачи инструмента, мм / мин; nш –частота вращения шпинделя, об/ мин.
Если механизм подачи приводится в движение реечной передачей, то уравнение кинематического баланса
nш ιsπmz =S, (1.5)
где m-модуль зацепления, мм; z- число зубьев реечного колеса; π = 3,14.
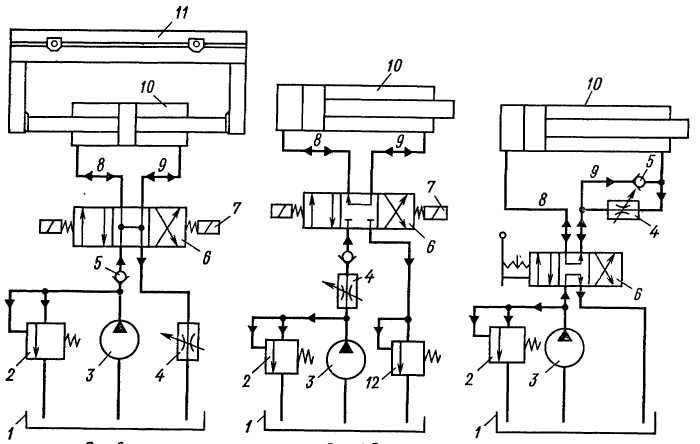
В качестве приводов механизмов подач могут использоваться не только механические приводы , но и гидравлические, электрические, пневматические и т.д. В современных станках широко применяют гидравлические приводы. Они обладают некоторыми существенными преимуществами по сравнению с другими – обеспечивают бесступенчатое регулирование скорости, автоматическую защиту от перегрузки, надёжную смазку и большие усилия резания при малых габаритах. На рис. 1.4, а,б,в показаны гидравлические схемы дроссельного регулирования приводов подач.
Гидравлический привод состоит из следующих элементов: 1-сливной бак, 2 -переливной клапан, 3-насос, 4-регуируемый дроссель, 5-обратный клапан, 6-золотник с управлением от двух электромагнитов, 7-электромагниты золотника , 8 и 9-трубопроводы, 10-гидроцилиндр. Схемы работают таким образом. При среднем положении золотника 6 трубопроводы 8 и 9 отключены от насоса 3. Масло сливается через переливной клапан 2 в в сливной бак. Как только золотник 6 переместиться вправо масло от насоса 3 через регулируемый дроссель 4 поступит в левую полость гидроцилиндра 10. Масло из правой полости цилиндра 10 через трубопровод 9 и перепускной клапан 12 сольётся в бак 1. В данной схеме регулировка скорости движения гидроцилиндра 10 осуществляется на входе дросселем 4.
На рис. 1.4, б показана схема регулирования скорости передвижения гидроцилиндра на выходе через регулируемый дроссель 4. Здесь в схему включен золотник с ручным управлением. В схемах, представленных на рис. 1.4, а, б, отвод штока гидроцилиндра 10 влево может быть осуществлено, если золотник 6 переместить влево. Тогда поток масла от насоса 3 потечёт через трубопровод 9 в правую полость цилиндра 10. Масло из левой
полости
а) б) в)
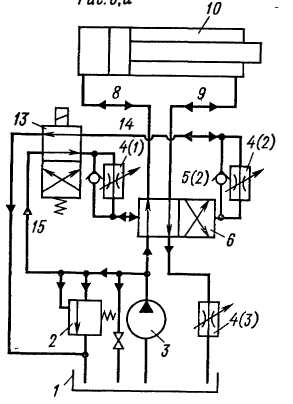
Рис. 1.4. Гидравлические схемы
привода с дроссельным регулированием
цилиндра 10 будет выжиматься в сливной бак 1 через трубопровод 8 и переливной клапан 12 или сразу в бак 1 (схема на рис. 1.4, б).
Для предотвращения удара золотника о крышку корпуса с обеих сторон устанавливают дроссели 4(1) и 4(2), которые изменяют величину проходного сечения трубопровода (рис.4в). Параллельно к ним подсоединены обратные клапаны 5(1) и 5(2), пропускающие масло только в одном направлении. Перемещение золотника 6 вправо или влево производится за счёт подачи масла в правый или левый его торец золотником 13. Когда масло поступает в левый торец золотника 6, он проходит в основном через обратный клапан 5(1), так как дроссель 4(1) имеет значительное сопротивление. Поршень золотника переместиться вправо. Масло из правой полости золотника 6 проходит только через дроссель 4(2), который уменьшает сечение канала. В результате золотник будет перемещаться медленно и плавно. Кроме дроссельного регулирования в станкостроении
применяется также объёмное регулирование, за счёт использования насосов постоянной и
регулируемой подачи.
Лекция №2. Токарные станки. Токарно-винторезный станок мод. 16К20 (главное движение, движение подачи, винторезная цепь, продольная и поперечная подачи суппорта, установочные перемещения суппорта, резцовых салазок и пиноли задней бабки). Краткое описание основных узлов станка (передняя бабка. коробка подач станка 16К20 , суппорт, устройство резцедержателя, задняя бабка, приспособления для закрепления заготовок, хомутики, цанговые патроны, мембранные патроны)