

Рнс. 4.4. 41. Шпиндельная бабка
После этого муфта 5 перемещается влево, и цанга 12 зажимает пруток. Сила зажима прутка регулируется гайками 15.
На подачу и зажим прутка требуется
один оборот вала IX с
барабанами 92 и 86 (см. рис. 4.2), но так
как этот вал вращается в 2 раза медленнее,
чем вспомогательный вал (
=![]() =
=![]() ),
то за время подачи и зажима прутка
вспомогательный вал сделает два
оборота. Для того чтобы однооборотная
муфта 74 не включалась после первого
оборота вспомогательного вала, на
валу XVIII закреплен
эксцентриковый кулачок 87, на который
опирается рычаг, выключающий муфту 74.
),
то за время подачи и зажима прутка
вспомогательный вал сделает два
оборота. Для того чтобы однооборотная
муфта 74 не включалась после первого
оборота вспомогательного вала, на
валу XVIII закреплен
эксцентриковый кулачок 87, на который
опирается рычаг, выключающий муфту 74.
Револьверный суппорт (принципиальная схема работы этого суппорта во всех токарно-револьверных автоматах). В корпусе суппорта (рис. 4.5) размещен горизонтальный вал с шестипозиционной револьверной головкой 13. Водило 2 находится на ведущем диске 3. Диск имеет торцовый кулачок 4, находящийся в контакте через двуплечий рычаг 15 с фиксатором 14 револьверной головки, и кривошип 12, связанный через шатун 11 (регулируемый гайкой 5) с рейкой 9, которая может перемещаться в продольном пазу корпуса суппорта. Ролик 8 опирается на дисковый кулачок 7, закрепленный на распределительном валу станка. Пружина 6 стремится переместить суппорт вместе с револьверной головкой, кривошипом 12, шатуном 11 и рейкой 9 вправо, однако этому препятствует рейка, удерживаемая зубчатым сектором 10, и кулачок 7.
Револьверный суппорт имеет два независимых движения: медленную рабочую подачу от кулачка 7 и быстрый отвод и подвод. После отвода револьверная головка поворачивается. При рабочей подаче кулачок, вращаясь по часовой стрелке, через зубчатый сектор 10 перемещает влево рейку 9, а вместе с ней и весь суппорт, так как
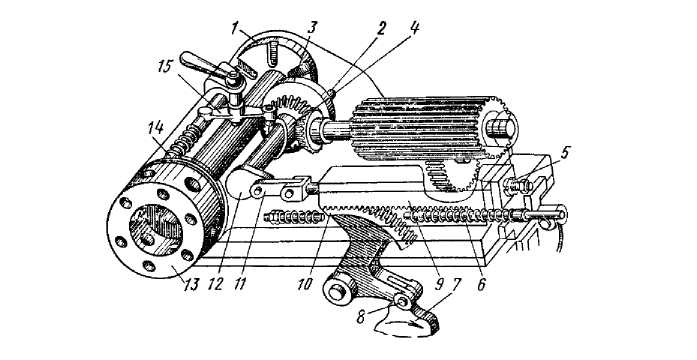
Pис. 4.5. Револьверный суппорт
кривошип 12, и шатун 11 при этом находятся в мертвом положении. Пружина 6 в это время сжата. При нисходящем профиле кулачка 7 она возвращает суппорт в исходное
положение. Холостой ход револьверного суппорта с поворотом револьверной головки осуществляется вспомогательным валом с помощью самовыключающейся муфты 75 (см. рис. 4.2). Команда на эту операцию подается кулачком барабана 80. В нужный момент кулачок, воздействуя на самовыключающуюся муфту 75, освобождает ее. Муфта, включаясь, вращает зубчатые колеса 36, 37, 38, 39., 40 и диск 41. Торцовый кулачок 4 (рис. 4.5), воздействуя на рычаг 15, выводит фиксатор 14 из гнезда и освобождает револьверную головку. Вслед за этим водило 2 заходит в паз мальтийского механизма 1 и
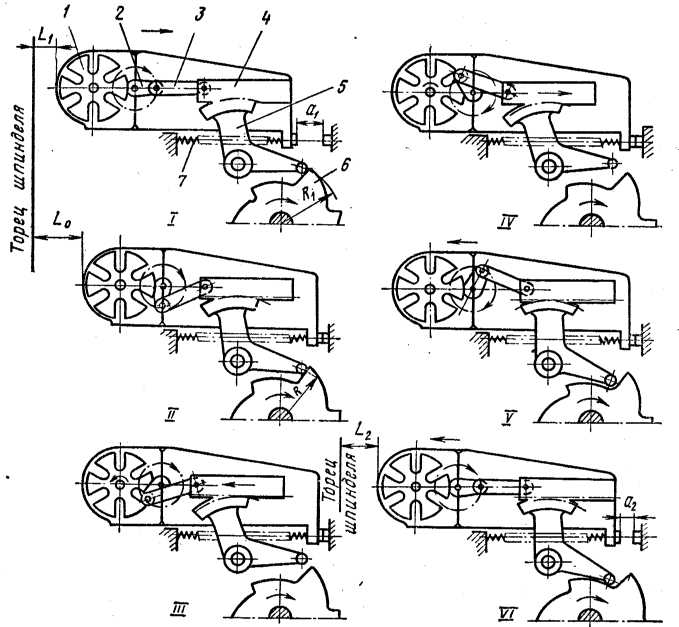
Рис. 4.6. Схема поворота револьверной головки: Ι, ΙΙ, ΙΙΙ, IV, V, VI - последовательные положения при повороте
поворачивает его на 1/6 оборота, после чего фиксатор под действием пружины западает в очередное гнездо головки и фиксирует ее. Перед поворотом головки кривошип 12, вращаясь по часовой стрелке, выходит из мертвого положения с шатуном 11, благодаря чему суппорт теряет неподвижную опору (рейку 9) и пружина 6 быстро перемещает его вправо. После поворота кривошипа 12 на 180° он, отталкиваясь от неподвижной рейки 9, сообщает револьверному суппорту быстрое движение вперед в исходное положение и, оказавшись снова в мертвом положении, останавливается, так как в этот момент размыкается самовыключающаяся муфта 75 (см. рис. 4.2).
Револьверная головка поворачивается за два оборота вспомогательного вала. Для того чтобы однооборотная муфта 75 не включалась после первого оборота, на валу XVII установлен эксцентриковый кулачок 89, выключающий эту муфту только после двух оборотов вспомогательного вала.
Цикл поворота револьверной головки осуществляется следующим образом (рис. 4.6). При спаде кривой на кулачке 6 (позиция 1) включается однооборотная зубчатая муфта на вспомогательном валу и начинается вращение кривошипного валика 2, который через шатун 3 стремится переместить влево зубчатую рейку 4. В результате рейка остается на месте, а револьверный суппорт под действием пружины 7 быстро отходит назад (позиция ΙΙ).
Продолжая вращаться, кривошипный валик своим кулачком выводит фиксатор из гнезда револьверной головки и начинает ее поворот при входе пальца кривошипного валика 2 в паз мальтийского креста 1 (позиция ΙΙΙ). Одновременно кривошипный валик через шатун тянет рейку 4 влево, отрывая рычаг с роликом 5 от кулачка 6. Повернувшись на 180Q, кривошипный валик начинает перемещать рейку направо, поджимая рычаг с роликом к кулачку (позиция IV). В этот момент заканчивается поворот револьверной головки и производится ее фиксация.
Как только ролик рычага коснется кулачка, рейка останавливается. Кривошипный валик, продолжая вращаться, давит через шатун на неподвижную рейку и осуществляет быстрое перемещение револьверного суппорта вперед в исходное положение (позиции V и VI).
Коробка подач (рис. 4.7) закреплена на правом торце станины и получает вращение от вспомогательного вала через крестовую муфту 4. В зависимости от положения зубчатой муфты 3 коробка подач передает на распределительные валы медленное (рабочее) или быстрое вращение на холостом ходу.
На правую сторону коробки подач выведен механизм меандра - сменных зубчатых колеса а, б, в, г, д, е, с помощью которых при наладке устанавливается требуемое число оборотов распределительных валов. Для нормальной работы при установке сменных колес обеспечивают зазор 0,2-0,3 мм между торцом ступицы крайних колес а и б и шайбами 1 и 2.
Конструкция поперечного распределительного вала данных автоматов (рис. 4.8) с точки зрения наладки более удобна, чем в других автоматах. Кулачок 1 подачи револьверного суппорта здесь установлен на переднем конце распределительного вала 2 и имеет свободный доступ с передней стороны автомата через прозрачную откидную крышку 3, что значительно упрощает его установку и регулировку.
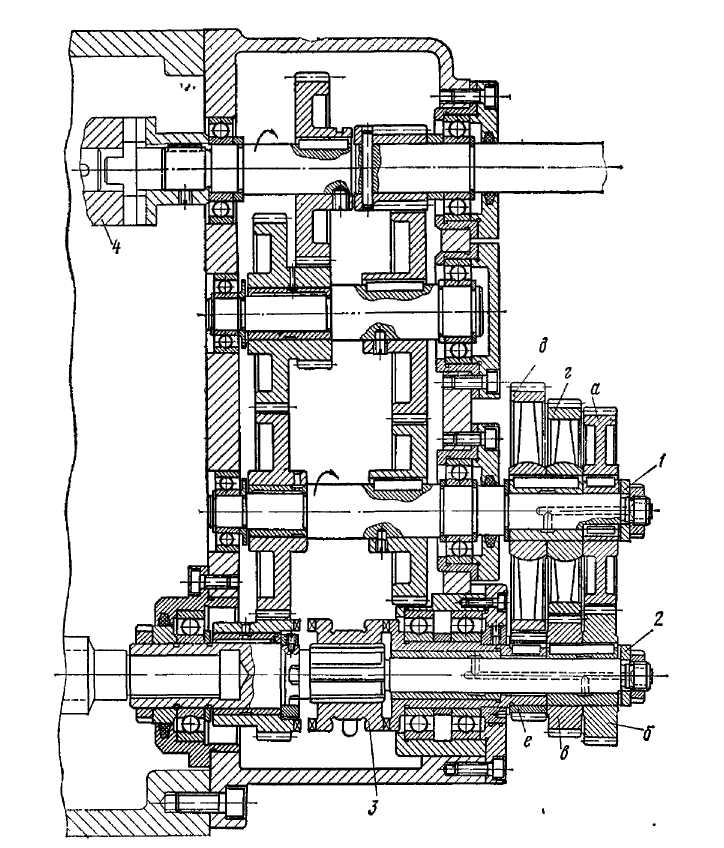
Рис. 4.7. Коробка подач автомата 1Б140 Более удобной с точки зрения наладки в этих автоматах является и конструкция продольного распределительного вала (рис. 4.9). Участок этого вала с дисковыми кулачками подачи поперечных суппортов является съемным. Для его снятия необходимо расстопорить винт 5, вывернуть стяжной винт 4, одновременно выдвигая вправо втулку 3. Чтобы снятию вала не мешали рычаги с роликами, их поднимают вверх и стопорят. Подъем рычагов осуществляется специальным механизмом, состоящим из червяка и неполного червячного колеса.
Установка съемного участка вала проводится в обратном порядке. При этом следят, чтобы буртик стяжного винта 4 упирался в вал 1, а не в неподвижный подшипник 2. В противном случае при работе автомата стяжной винт будет скручиваться и может разорваться, что опасно для рабочего-автоматчика.
Наличие съемного блока кулачков позволяет проводить установку и регулировку кулачков вне автомата, во время изготовления предыдущей партии деталей.
Поперечные и продольные суппорты. Автомат 1Б140 имеет четыре поперечных суппорта: два горизонтальных (рис. 4.10) и два вертикальных. Кроме того, они имеют два продольных суппорта: револьверный суппорт и второй продольный суппорт, установленный на переднем поперечном суппорте. Это значительно расширяет их технологические возможности.
Конструкция, принцип работы и все регулировки горизонтальных и вертикальных поперечных суппортов мало отличаются от других автоматов. Отличается только конструкция переднего горизонтального поперечного суппорта 1 (см. рис. 4.10). Он имеет продольные направляющие, в которых перемещается параллельно оси шпинделя продольный суппорт 6, осуществляющий- продольную обточку.
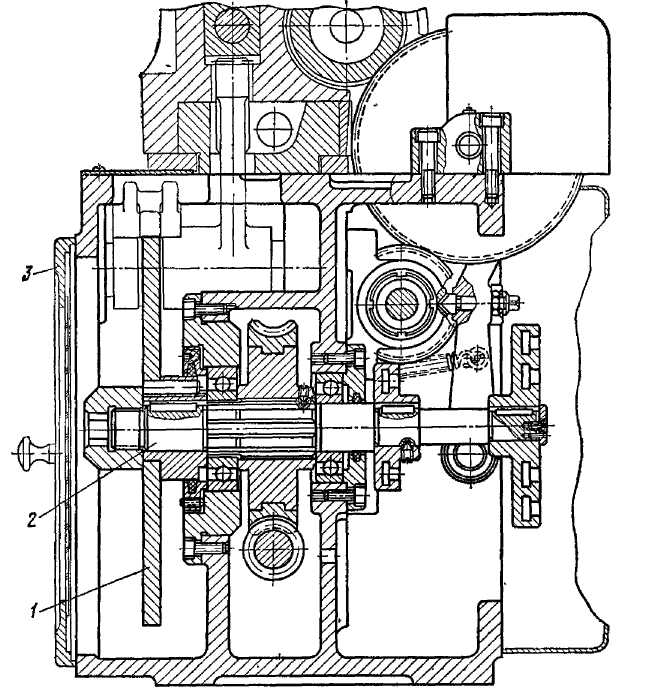
Рис. 4.8. Узел поперечного распределительного вала автомата 1Б140
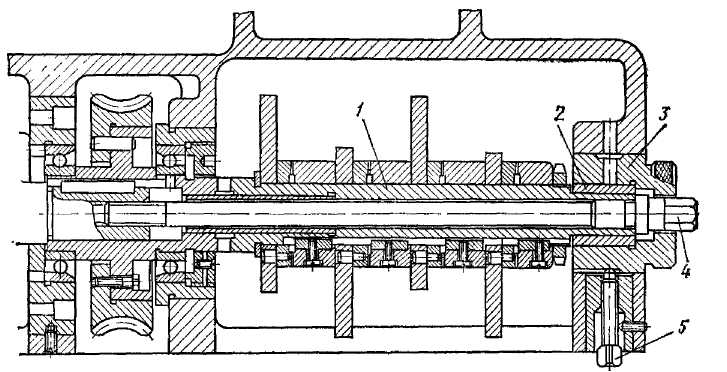
Рис. 4.9. Узел продольного распределительного вала автомата 1Б140
На переднем поперечном
суппорте также установлены копирные планки /9, между которыми помещается ролик 2 приспособления для проточки конусов.
Если продольный суппорт не используется в работе, его жестко закрепляют на призме переднего поперечного суппорта враспор винтом 16 и гайками 15.
Продольный револьверный суппорт (рис. 4.11) по конструкции и принципу работы такой же, как и в других автоматах. Здесь только в отличие в том, что ось револьверной головки 10 сделана пустотелой для прохода через нее приводного вала быстросверлиль-
ного приспособления.
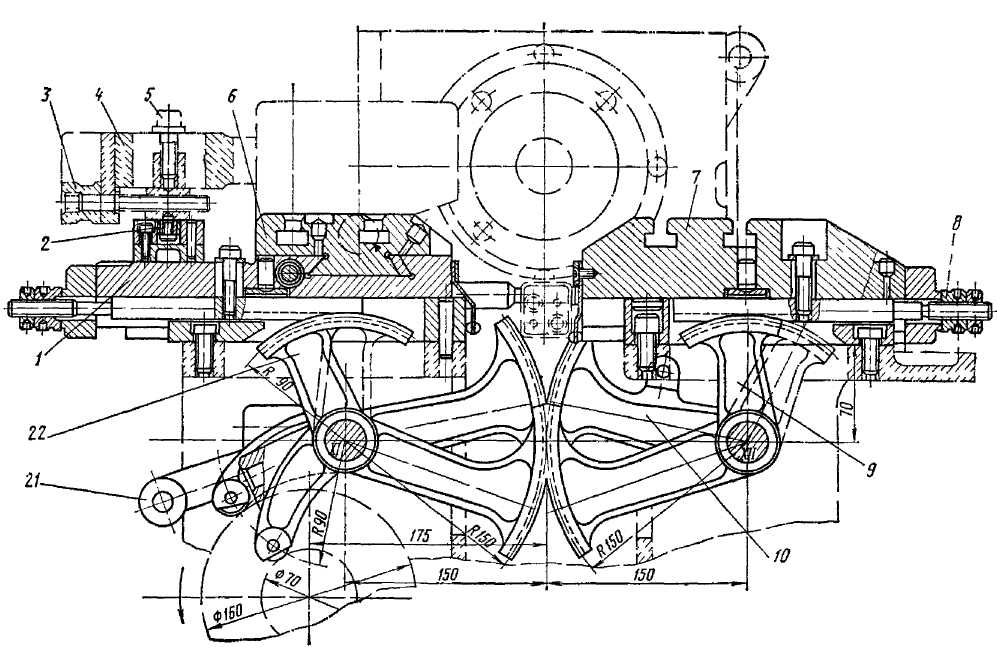
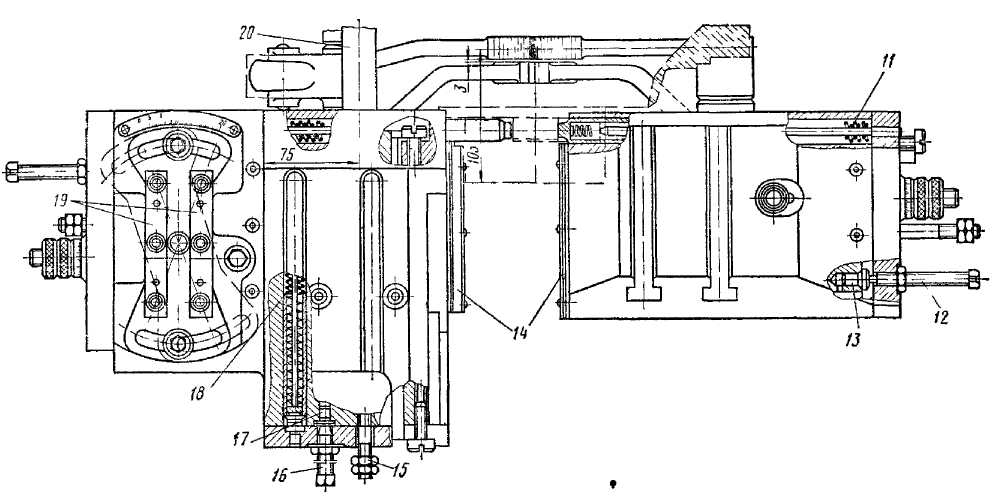
Рис. 4.10. Поперечные и продольный суппорты автомата 1Б140
1 -передний поперечный суппорт, 2 - ролик приспособления для обточил конусов, 3 - регулировочный винт, 4 - ползун приспособления 5 - стопорный винт, 6 - продольный суппорт, 7 - задний поперечный суппорт 8 - гайки регулировки положения суппорта относительно оси шпинделя, 9 - двуплечий рычаг с зубчатыми секторами привода заднего суппорта, 10 - рычаг с зубчатым сектором заднего вертикального суппорта, 11, 18 - пружины возврата суппортов, 12, 16 - регулировочные винты суппортов, I3. 17 - жесткие упоры, 14 - защитные щитки, 15 - регулировочные гайки продольного суппорта, 19 - копирные планкн, 20 - тяга привода продольного суппорта, 21 - рычаг привода переднего вертикального суппорта, 22 - двуплечий рычаг с зубчатым сектором привода переднего суппорта
Наличие съемного блока кулачков позволяет проводить установку и регулировку кулачков вне автомата, во время изготовления предыдущей партии деталей.

Рис. 4.11. Револьверный суппорт автомата 1Б140:
1 - направляющие, 2 - корпус револьверного суппорта, 8 - рукоятка вывода фиксатора револьверной головки, 4 - зубчатая рейка, 5 - пружина ввода фиксатора револьверной головки, 6 - фиксатор, 7 - рукоятка перемещения револьверного суппорта вручную, 8 - широкое зубчатое колесо привода поворота револьверной головки, 9 - револьверная головка, 10 - ось револьверной головки, 11 - пружина возврата револьверного суппорта, 12 - мальтийский крест, !3 - кривошипный валик, 14 -шатун, 15 - кулачок вывода фиксатора револьверной головки, 16 - двуплечий рычаг с зубчатым сектором привода подачн револьверного суппорта
Лекция №5. Расчёт и наладка токарных автоматов и полуавтоматов.
Наладка токарных автоматов и полуавтоматов . Общие положения и исходные данные для разработки карты наладки. Общая характеристика работ при составлении и расчете карты наладки. Расчет цифровой информации карты наладки. Характеристика и особенности работ. Техническая документация для наладки.