

Автоматическом цикле работы станка
Рис. 3.21. Циклограмма затылования червячных фрез по полуавтоматическому циклу
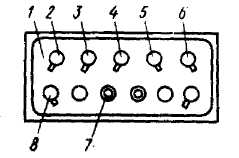

Рис. 3.22. Управление станком
Чтобы наладить станок на обработку червячных фрез с автоматическим циклом, в пульте управления 1 (рис. 3.22), установленного в электрошкафу, производят следующие включения. Переключателем 6 станок включается в сеть, переключателем 4 устанавливается положение «Червячная фреза», переключателями 2 и 3 устанавливается обработка фрезы с левой или правой резьбой, переключатель 5 определяет обработку праворежущей или леворежущей фрезы, кнопкой 7 включается гидронасос гидропривода.
Упоры 11 и 20 на штанге управления 10 устанавливаются так, чтобы движения суппорта 9 выключались в требуемых местах. После этого кнопкой 8 на пульте управления включается рабочий ход суппорта. После нажатая кнопки «Вкл», на пульте управления передней бабки станка, каретка паремещается влево или вправо (в зависимости от направления винтовой нарезки резьбы). В конце рабочего хода она нажмет вилками 12 или 13 на упоры 11 или 20, передвинет штангу управления 10 и отведет упор 16 от ролика 17 путевого выключателя 15 или упор 19 от ролика 18 путевого выключателя 14. При этом отключается главный электродвигатель, который тормозится, и включается гидроустройство предварительного вывода резца из нитки опусканием кулачка затылования. При опускании кулачка затылования включается обратное ускоренное вращение электродвигателя. Во время быстрого обратного вращения электродвигателя кулачок эатыловання и эатыловочное движение выключены однозубой муфтой, а ходовой винт сообщает каретке суппорта быстрый обратный ход до тех пор, пока суппорт на вернется в обратное положение. В конце холостого хода вилка 12 или 13 нажмет на упор 11 или 20, который передвинет штангу управления 10. При этом происходит отключение главного электродвигателя, который тормозится, и включается механизм ввода резца, поднимающий кулачок затылования в верхнее положение. Одновременно осуществляется поперечная подача резца на врезание для следующего прохода. В конце ввода резца происходит нажатие на конечный выключатель, и станок включается на очередной цикл. Команда на автоматическую подачу резца на глубину резания подается один раз за цикл. Станок останавливается нажатием на кнопку «Откл» на пульте управления передней бабки станка.
Работа станка и его наладка (по кинематической схеме)
Движения в станке. Движение шпинделю станка передается от двухскоростного электродвигателя (N = 3,3/3,8 квт, n = 940/2800 об/мин) через коробку скоростей (рис. 3.18,а). При рабочем ходе частота вращения электродвигателя равна 940 об/мин, а при обратном — 2800 об/мин. Коробка скоростей позволяет получать 12 прямых и 12 обратных величин частот вращения шпинделя. Включение любой из ступеней скорости вращения шпинделя производится переключением блоков, расположенных на валах II, IV и V коробки. Расчетные перемещения для цепи скорости резания
N об/мин электродвигателя → n об/мин шпинделя.
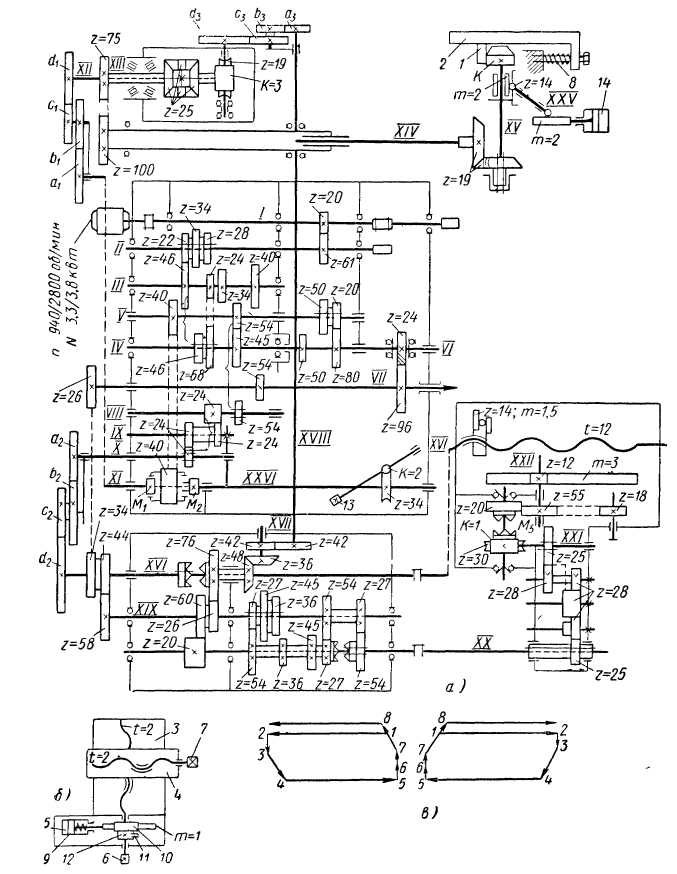
Рис. 3.23. Кинематическая схема токарно-затыловочного станка 1811
Уравнения кинематической цепи при рабочем ходе для предельных значений частот вращения:

Продольная подача суппорта от ходового вала осуществляется при выключенной гайке ходового винта и включенной муфте М5. Расчетные перемещения:
1 об. шпинделя → s мм продольного перемещения резца. Уравнение кинематической цепи следующее:

![]()
отсюда s1 = 0,1; s2 = 0,16; s3 = 0,25; s4 = 0,4; s5 = 0,64; s6 = 1 мм/об.
От коробки подач вращение может передаваться на ходовой вал, ходовой винт и сменные зубчатые колеса гитары дифферециала. Передача движения через зубчатые
колеса
![]() ,
,![]() или колёса
,
или колёса
,
![]() ,
,![]() включается путем передвижения
включается путем передвижения
вдоль вала XXI зубчатого колеса z = 25 для реверсирования направления движения подачи суппорта.
Цепь продольной подачи от ходового вала используют при затыловании цилиндрических фрез с прямыми и винтовыми зубьями.
Продольное перемещение суппорта от ходового винта производится при затыловании зубьев червячных фрез или метчиков. В этом случае необходимо, чтобы за 1 об. шпинделя резец, участвующий в сложном движении формообразования винтовой поверхности на цилиндре, перемещался на величину осевого шага t винтовой линии червячной нарезки фрезы.
Расчетные перемещения конечных звеньев винторезной, цепи станка: