

1.
КАЗАХСКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
ИМ. САТПАЕВА К, И.
Тусупбеков Махабат Рымкулович
(ИНЖЕНЕР, ПРОФЕССОР)
Конспект лекции к дисциплине «Металлообрабатывающее оборудование»
АЛМАТЫ, 2007-01-30
Автор конспекта лекций
Тусупбеков Махабат Рымкулович.
Краткая биография
Родился 5 января 1931г. в селе Аксу-Аюлы Шетского района Карагандинской области. Закончил 7 классов на русском языке СШ в с. Кишкене-кол Кзыл-Туского района Кокчетавской области. Завершил школьную программу 1949 году (10 классов) в с. Полтавка Полтавского района Омской области. В этом же году сдал вступительные экзамены в Казахский горно-металлургический институт (г.Алма-Ата). Был зачислен на специальность- инженер-маркшейдер. Был направлен по решению госкомиссии в г.Москву в Московское Высшее Техническое Училище (МВТУ им.Баумана), которое закончил в 1955 году и получил диплом инженера-механика. В 1957 возвратился на родину из г. Новосибирска (где работал конструктором ОКБ (м) почтового ящика № 92). В Алма-Ата работал инженером Алматинского Совнархоза, главным инженером завода «Металлист», замдиректора по науке «НИИместпрома». В связи с кубинским кризисом, 1960 году был призван в кадры Советской Армии. Демобилизовался в 1964 году и с тех пор работает в Казахском Политехническом институте (ныне Каз НТУ им К.И.Сатпаева). В течение работы в институте (университете) защитил кандидатскую (1968г.) и докторскую (1991г.) диссертации в МВТУ им Баумана. Санкт-Петербурский Технический Университет избрал (1992г.) членом-корреспондентом Международной Технологической Академии, а в 1994 было присвоено звание профессор. В течение ряда лет занимался научно-исследовательс-кой работой в области автоматизации и читал курсы «Автоматизация производственных процессов в машиностроении» и «Проектирование станков-автоматов». За активное участие в составлении 31 тома Русско-Казахского и Казахско-Русского технических словарей, и особенно тома №7 - «Машиностроение», ему было присуждено звание Лауреата Государственной премии Республики Казахстан (2001г.)
Введение
Компилированный конспект-лекции составлен на основе использования материалов из учебников, учебных пособий, монографий, справочных изданий следующих авторов: Ачеркан Н. С., Верейна Л. И., Усов Б. А. Тусупбеков М.Р., Байгалиева Ш.Х. Гжиров Р. И., Серебреницкий П. П., Камышный Н. И., Стародубов В. С, Тепинкичиев В. К., Колев Н. С., Масщанов К.Ж. ,Чернов Н. Н., Черпаков Б. И., Шаумян Г.А., Шашков Е.В., Смирнов В.К.
Выбор отдельных материалов, из трудов выше названных авторов, основывался необходимостью придерживаться программы для бакалавров специальности «Технология машиностроения, металлорежущие станки и инструменты». При выборе рисунков обращалось внимание, прежде всего, на возможность проработки конструкции основных узлов металлорежущих станков, используя эти рисунки, на занятиях СРСП и СРС. Это в свою очередь окажет помощь студентам при освоении курса «Расчёт и конструирование станков-РИКС» и выполнении курсового проекта.
Конспект-лекции можно рекомендовать так же студентам машиностроительных колледжей и учащимся ПТУ.
Лекция №1. Общие сведения о металлорежущих станках. Кинематиеские связи в станках. Формообразование.
Классификация движении. Если проанализировать движения, которые совершает рабочии при не автоматизированном производстве, то можно выделить следующее: последовательность движении рабочего остаются одинаковой, независимо от того в какой отрасли он работает. Эти виды и последовательность движении рабочего таковы: выборка (заготовки из корзины), ориентация (её в пространстве), подача (заготовки в приспособление-рабочую позицию), фиксация (заготовки в рабочей позиции), зажим (заготовки), подвод (инструмента быстро), рабочии ход (при этом необходимо обеспечить два движения: главное движение - вращение инструмента,заготовки и движение подачи- инструмента или заготовки), отвод (инструмента в исходное положение), расжим (заготовки после обработки, сборки или контроля), расфиксация (обработанной детали в приспособлении), съём и укладка (обработанной детали в приёмную корзину).
Чтобы создать рабочую машину-станок, следует предусмотреть целевые механизмы, которые заменяли бы движения рабочего. Тогда рабочая машина-станок должна иметь следующие целевые механизмы: 1-механизм выборки, 2-механизм ориентации, 3-механизм подачи заготовки, 4-механизм фиксации, 5-механизм зажима, 6-механизм подвода и отвода инструмента, 7-механизм главного движения, 8-механизм подачи инструмента (заготовки), 9-механизм выема и укладки детали, 10-систему управления (приборы, устройства). В общем случае, всего целевых механизмов в станке может быть- десять.
Таким образом, если станок имеет все десять целевых механизмов, тогда он является станком-автоматом. Например, универсальный токарный станок имеет только два целевых механизма: механизм главного движения-шпиндельную коробку и механизм подачи-суппорт. Отсюда его степень автоматизации равна 2/10=0,2. Токарно-револьверный автомат имеет почти все необходимые целевые механизмы, поэтому его степень автоматизации равна-1.
Формообразование. Два целевых механизма принимают участие при образовании формы поверхности детали путем обработки резанием: механизмы рабочего хода-механизм главного движения, который должен обеспечить расчётную скорость резания V, м / мин. (частоту вращения шпинделя nш, об / мин.), и механизм подачи инструмента (заготовки), который должен перемещаться со скоростью S, мм / мин.
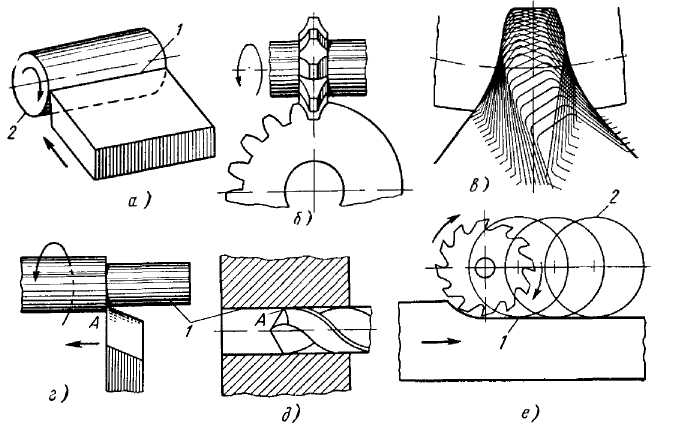
Рис. 1.1. Методы воспроизводства образующих линий
На рис.1.1 приведены схемы формообразования различных поверхностей . При получении цилиндрической поверхности (рис. 1.1, а) токарным резцом или нарезании впадины зуба шестерни (рис. 1.1, б) модульной фрезой используется метод копирования. Копируется непосредственно профиль инструмента. На рис.1.1, в впадина зуба формируется в процессе последовательного поворота инструмента относительно своей оси и вращении заготовки . При такой способе формирования поверхности, в процессе нарезания зуба, используется метод обката (огибания). При точение цилиндрической поверхности (рис. 1.1, г) резцом или сверление отверстия (рис.1.1, д) сверлом используется так называемым метод касания. В любой из схем, показанных на рис. 1.1, главные движения обеспечивают скорость резания V, м/мин (частоту вращения шпинделя n, об /мин) , а движения подачи –скорость подачи S=sn, мм / мин (где s, мм / об-подача на оборот, а n, об / мин- частота врашения механизма главного движения (шпинделя).
Кинематиеские связи в станках. На рис. 1.2 показана последовательность трансформации кинематики в схему связей для механизма главного движения. На рис. 1.2, а схема шпинделя станка, кинематическая цепь механизма главного движения (шпинделя) приведена на рис. 1.2, б. Уравнение баланса движении конечных звеньев кинематической цепи шпинделя будет следующим
n d1/d2 ηрιv = nш , (1.1)
где n-частота вращения э/двигателя; d1 и d2 –диаметры шкивов ремённой передачи; ηр-КПД ремённой передачи; ιv –передаточное отношение органа настройки; nш –частота вращения конечного звена кинематической цепи- шпинделя. Кинематическая схема связи кинематической цепи главного движения, представленного на рис. 1.2, б, показана на рис. 1.2, в.
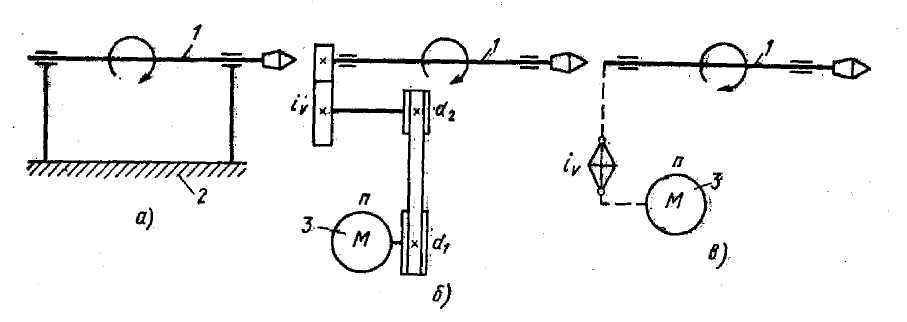
Рис. 1.2. Кинематические связи при простых