

V2: Шероховатость поверхностей
I: {{393}}; К=В
S: Количество параметров шероховатости и их числовые значения при нормировании устанавливаются в зависимости от …
технологии изготовления
удобства расчета посадок
материала детали
: назначения поверхности
I: {{394}}; К=В
S: Если на чертеже указан параметр Ra, то при контроле шероховатости нужно в пределах базовой длины измерять …
: текущие ординаты профиля yi
расстояния между вершинами выступов
: расстояние между линиями выступов и впадин
: высоту пяти наибольших выступов и глубину пяти наибольших впадин
I: {{395}}; К=В
S: Линия, имеющая форму номинального профиля шероховатости проведенная так, что в пределах базовой длины среднее квадратичное отклонение профиля от этой линии минимально, называется …
: линией профиля
: базовой линией профиля
: базовой длиной
: средней линией профиля
I: {{396}}; К=В
S: К высотным параметрам нормирования шероховатости относится …
: средний шаг неровностей профиля (Sm)
: относительная опорная длина (tp)
: среднее арифметическое отклонение профиля (Rа)
: средний шаг местных выступов профиля (S)
I: {{397}}; К=В
S: Если поверхность не должна обрабатываться, то обозначение шероховатости должно быть …
:

:
![]()
:
![]()
:
![]()
I: {{398}}; К=В
S: Если на чертеже шероховатость поверхности указана параметром Rz , то при ее контроле нужно измерять…
: расстояния между вершинами выступов
: текущие ординаты профиля yi
: расстояние между линиями выступов и впадин
: высоту пяти наибольших выступов и глубину пяти наибольших впадин
I: {{399}}; К=В
S: Если поверхность детали в процессе эксплуатации подвергается знакопеременным нагрузкам, то на чертеже детали нормируются параметры…
: R (или Rz )
: Rmax Sm и направление неровностей
: Rz и S
: tp и направление неровностей
I: {{400}}; К=В
S: К высотным параметрам нормирования шероховатости относится…
: высота неровностей профиля по десяти точкам (Rz)
: базовая длина
: средний шаг местных выступов профиля (S)
: средний шаг неровностей профиля (Sm)
V2: Посадки в типовых соединениях
I: {{401}}; К=В
S: Поля допусков по ширине шпонки «b», показанные на рисунке, предназначены для поверхностей шпоночного соединения:
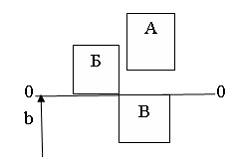
: А – шпонки, Б – паза втулки, В – паза вала
: А – паза втулки, Б – паза вала, В – шпонки
: А – паза втулки, Б – шпонки, В – паза вала
А – паза вала, Б – паза втулки, В – шпонки
I: {{401}}; К=В
S: В неподвижном шпоночном соединении, когда шпонка является направляющей (соединяет несколько деталей), по ширине шпонки можно применить посадку с пазом …
: втулки - E9/h9, вала - H9/h9
: втулки - D10/h9, вала - H9/h9
: втулки - N9/h9, вала - Js9/h9
: втулки - Js9/h9, вала - N9/h9
I: {{403}}; К=В
S: Расшифруйте условное обозначение соединения:
50 х H7/g6 х 2 х 9Н/9h ГОСТ 6033-60.
: соединение шлицевое эвольвентное, центрирование по боковым поверхностям с посадкой Н7/g6 и посадкой по внутреннему диаметру 9H/9h
: соединение шлицевое эвольвентное, центрирование по внутреннему диаметру с посадкой H7/g6 и посадкой по боковым поверхностям 9H/9h
: соединение шлицевое эвольвентное, центрирование по наружному диаметру с посадкой Н7/g6 и посадкой по боковым поверхностям 9Н/9h
: соединение шлицевое прямобочное, центрирование по наружному диаметру с посадкой Н7/g6 и посадкой по боковым поверхностям 9H/9h
I: {{404}}; К=В
S: Расшифруйте условное обозначение шлицевого соединения:
50 х 2 х 9Н/9g ГОСТ 6033-80
: соединение прямобочное, центрирование по боковым поверхностям с посадкой 9Н/9g
: соединение эвольвентное, центрирование по боковым поверхностям с посадкой 9Н/9g
: соединение эвольвентное, центрирование по наружному диаметру с посадкой 9Н/9g
: соединение эвольвентное, центрирование по внутреннему диаметру с посадкой 9Н/9g
I: {{405}}; К=В
S: В сопряжении наружного кольца подшипника качения 0го класса точности с вращающимся корпусом редуктора, на которое действует вращающаяся синхронно с корпусом редуктора радиальная нагрузка, могут применяться посадки …
: H7/l0, G7/l0
: R7/l0, S7/l0
: L0/k6, L0/n6
: K7/?0, JS7/?0
I: {{406}}; К=В
S: При нормальном шпоночном соединении (когда нет особых требований) по ширине шпонки можно применить посадку с пазом…
: втулки Е9/h9, вала H9/h9
: втулки D10/h9 , вала H9/h9
: втулки N9/h9, вала Js9/h9
: втулки Js9/h9, вала N9/h9
I: {{407}}; К=В
S: В прямобочном шлицевом соединении для получении высокой точности соосности при высокой твердости шлицевой втулки нужно применить способ центрирования…
: по наружному диаметру D
: по боковым сторонам шлицев b
: по наружному диаметру D или по боковым сторонам шлицев b
: по внутреннему диаметру d