

Угол реза α
Углом реза α называется угол наклона верхнего ножа к нижнему рис. a4, a. Для ножниц с «катящимся резом», имеющих закруглённый нож, за угол реза можно принять угол наклона хорды, соединяющей точку врезания ножа в металл A и точку отрыва металла B, или угол наклона касательной в точке F приложения силы реза Fрез рис. a4, б.
Величина угла реза существенно влияет на качество отрезаемых полос [*3], [*10]. Деформация и неточность размеров листа сокращаются с уменьшением α. Оптимальным с точки зрения качества считается рез параллельными ножами, при котором лист режется сразу по всей ширине (α=0) [*4]. При этом не происходит искривления отрезаемого края заготовки. Однако, это вызывает увеличение силы реза (см. табл. t1), что приводит, в конечном счёте, к увеличению габаритов и стоимости ножниц [*3]. Поэтому, верхний нож устанавливается под углом α к нижнему.
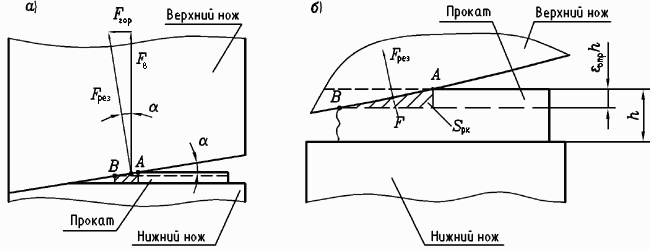
Рис. a4. Угол реза а — гильотинных ножниц; б — ножниц с катящимся резом. A — точка врезания; B — точка отрыва металла; F — точка приложения силы реза; Fв и Fгор — вертикальная и горизонтальная составляющие силы реза; Sрк — площадь «режущего клина»; |
Таблица t1. Влияние угла наклона верхнего ножа α на величину полного усилия резания. Сталь 20; толщина h=17,1 мм; боковой зазор δ=0,35 мм; l=50 мм; B=240 мм. |
||||||||||||
Угол резания, α, мм; |
10°53' |
9°05' |
7°35' |
6°20' |
4°30' |
2°32' |
||||||
Наиб. усилие резания, Fмакс, т; |
20,8 |
21,2 |
23,8 |
23,4 |
25,1 |
25,4 |
27,4 |
29,5 |
32,1 |
33,3 |
45,9 |
48,7 |
Угол реза не должен превышать угол трения между листом и верхним ножом, и поэтому его величина ограничена. Практически, α не принимают cвыше 6°, при котором выталкивающее лист из-под ножей горизонтальное усилие −Fгор=Fвtgα не превышает 11 % от максимального усилия реза Fмакс [*4]. Большинство ножниц с наклонными ножами производится с постоянным углом резания, размер которого колеблется от 1° для резки тонких листов до 3°…4° для толстых [*10].
Как указывается в [*2], влияние угла реза α на главное усилие реза определяется в основном двумя противоположно действующими факторами: с одной стороны, с увеличением угла реза уменьшается поперечное сечение заготовки, находящееся между ножами, что ведёт к уменьшению силы реза. С другой стороны, при бóльших углах реза имеет место большее упрочнение материала, чем при малых, следствием чего должно появиться увеличение сил реза. Силу реза в первом приближении можно считать пропорциональной ctg α [*1].
Угол реза в ножницах с «катящимся резом» непостоянен и зависит от положения ножа (углов поворота кривошипов). Он обычно колеблется в пределах 1°…3°. Помимо параметров кинематической схемы ножниц (длин звеньев) на его величину влияют перекрытие ножей Δ и толщина разрезаемого листа h. С увеличением Δ или h, угол реза возрастает [*14].
Типовые траектории движения нижней точки ножа приведены на рис. b3. Нижняя линия соответствует линии, по которой «катится» верхний нож во время резки. Как видно из рисунков обкатывание ножа обеспечивается приближенно. При использовании дугообразного ножа рис. a5 а на участках входа ножа в металл и выхода из него расчётные усилия реза имеют более или менее выраженные пики, превышающие значения, соответствующие участку установившейся обкатки. Это связано с тем, что вначале реза заглубление ножа в металл производится при малых углах.